Jay Fisher - Fine Custom Knives
New to the website? Start Here
 gemstone handle, leather sheath inlaid with green rayskin")
"Raptor"
Right now, you are reading the best singular knifemaker's website ever made on our planet. On this website, you will see many hundreds of defined knife terms, detailed descriptions and information on heat treating and cryogenic processing, on handles and blades, on stands and sheaths, and on knife types from hunting and utility to military, counterterrorism, and collection. You can learn about food contact safety and chef's knives, you can find out what bolster or fitting material is best for each application and why. You can lean about caring for a knife, you can see the very largest knife patterns page in history, with many hundreds of actual knife patterns and photos of completed works. You'll also be able to see thousands and thousands of photos of knives, knifemaking, processes, and creations, with many hundreds of pages of appropriate, meaningful text. You might want to know why a knife blade is springy, you might want to know why a hollow grind can last longer than a flat grind. You might want to learn about some pitfalls of the tradecraft, and you might even want to have a chuckle about funny and strange email requests.
You'll find all that here, on JayFisher.com, and you won't find it anywhere else!
... to one of the most popular pages on my website, and the best knife blades page on the internet!
The knife starts with the blade, instantly recognized across time and cultures. People who visit here are looking for information, pictures, descriptions, details, and reason in a world full of hyperbole and schemes. Here you can read, in plain clear language, the details about knife blades and what I have learned from being a full time professional knife maker for several decades. Everything written here is my opinion, formed by making and selling literally thousands of knives for over thirty years to knife users, collectors, the military, law enforcement, chefs, hunters, guides, and industrial and specialty knife users. I guarantee that when you leave this page, you'll know more than most people about fine handmade and custom knife blades.

I've seen your website and it is amazing. I've used a knife for the whole of my working life. To me they are a tool, like a wrench or a screwdriver. It's difficult to get good ones designed for what you need. They mostly let you down. I work with rope and must have a sharp knife. I also need a marlin spike to splice. I must carry both a sharp knife and a marlin to do the job. Marlins are hard to come by these days but a decent knife is almost impossible now. I was looking for a quality knife then I saw your website. I want to say that in a world where I thought that nobody cared about quality or craft anymore, you've proved me wrong. Thanks for doing so.
Yours Sincerely, M. B.

Homo sapiens has been around for about 100,000 years. Surprisingly, he was not the first knife maker. Evidence shows that the recently identified hominid species, Australopithecus garhi, was a tool and knife maker, deliberately selecting and modifying specific raw materials in a sophisticated and consistent way, and with careful intent. He was making double-edged knives about 2.5 million years ago. This technology gave its inventors an astonishing advantage - the ability to shift to an energy-rich, high-fat diet which led to all kinds of evolutionary consequences.
"Fossils of Australopithecus garhi are associated with some of the oldest known stone tools, along with animal bones that were cut and broken open with stone tools. It is possible, then, that this species was among the first to make the transition to stone toolmaking and to eating meat and bone marrow from large animals."
--Smithsonian National Museum of Natural History
Millions of years have passed since man first noticed that a sharp flake of obsidian, flint, or agate could cut. No one knows when the birth of the cutting edge took place; it is enough to understand that the knife was man’s first tool, predating modern man (Homo sapiens sapiens). No image, figure or shape would carve his destiny so profoundly, and even today every item and component of everything we touch, eat, wear, or drive has at one time been touched by a cutting edge. We humans, without fang or claw, will always require our essential edge, and are simply naked without it. We are a creature that cuts and shapes things: our food, our clothing, our shelters, our very environment and attitudes are based on our ability to create, and that ability's first and foremost tool is the cutting edge.
The origins of the word knife are from the Middle English (450-1150 A.D.) word knif and knyf, from the Anglo Saxon word cnif. Who knows what a knife was called before that? The origin of the word blade is similar, in Middle English it was blad and blade, from the Anglo Saxon word blæd, which means a leaf.
Back to TopicsIn our modern definition, to cut means to penetrate with an edged instrument, divide or separate with an edged tool, shear, incise, or sever. So what is the common factor here? It's the cutting edge. A knife is used to cut, rather than abrade. Sandpaper and grinding wheels abrade, though in a way, they cut; they use tiny cutting edges (when new and sharp) to rip away small particles of surface material. An axe blade uses a bit of cutting force and a lot of wedging to split away the grain of wood. A lathe tool or drill bit uses a heavy, thick cutting edge to displace and separate metal from metal (at high speed) as a cold chisel would. Probably the largest difference between the knife and all other cutting edges is the ability of a knife to have a very thin cutting edge, with the potential to apply a tremendous amount of force behind the edge with only the power of the human hand. Though many modern tools used in industry are called knives, this text only refers to those held in the human hand.
Back to TopicsVery. Learn more about the handle on the Custom Knife Handles page here.
Back to TopicsThe shape of a knife blade, to a large extent determines the absolute use of the knife. Humans have made knives for millions of years. These are our most evolved and revered of tools. We've had millennia to define, refine, and perfect the knife blade, and yet there are thousands of designs. Why? (See my own 450+ designs here) Because, as simple as it would seem, a tiny variation in length, curvature, profile, thickness, and grind changes the knife completely. It's funny how just .030" of difference will make the knife blade look entirely distinctive. People notice this. I believe that man has made the knife for so long that it's possible that the pattern is somehow recognized on a genetic level. People relate to knives that way. Handles notwithstanding, I've seen clients stare and compare and tune and modify the pattern in the slightest way to reach that perfect shape that they think is just right. Where does that come from? Have they really used knives that much to be able to distinguish miniscule differences in what is right for them? There is something deeper here, something at the very core of the human psyche. That's another discussion for my book.
In a basic way, knife and blade use can be classified by shape. A long sweeping, curving blade is usually called skinning, or fleshing. A heavy, large aggressive-looking straight blade is usually called combat or tactical. I try to stay away from the term "fighting knife," as this is a negative and unrealistic designation for a modern knives.
Many knives are classified depending on the physical attributes of their profile, such as drop point, clip point, trailing point, and swage.
 knives by Jay Fisher")


















Other blade shapes not shown by example are curved, razor, wharncliffe, square, kris, dirk, jambiya, stiletto, spey, smatchet, hawksbill, katar, and chakmak. There are a tremendous amount of variations in knife blades, and some of the blade styles incorporate the geometry of several different defined shapes. As the knife blade evolves, some new styles will undoubtedly be named, and the clear definitions of blade styles and shapes may be blurred or even discarded. For example, it would be ridiculous to describe a knife as a modified spear point with trailing point and tanto attributes with a recurve body and hollow ground swage... but I've done that! Ultimately, a photograph or illustration is necessary.
To learn much more about knife terms, anatomy, and knife related parts, please take a look at the best Knife Anatomy Page on the internet right here on this web site!
Back to Topics
Knife blade shapes can also be classified by their use. This is a more casual affair, as most blade shapes can be used for a variety of cutting, slicing, or (in the case of combat knives) stabbing or ripping requirements. Some of the direct use classifications are: butchering, hunting, kitchen, chef's, culinary, caping, skinning, utility, combat, defense, CQC (Close Quarters Combat),assault, CQB (Close Quarters Battle), sport, camp, survival, CSAR (Combat Search and Rescue), counterterrorism, fantasy, sculptural, art, woodcraft, fillet, personal, bird, trout, ceremonial, carving, collector's, investment, museum, fine art, and simply working knives. There are many more: specialized descriptions, specialized uses, individual, dedicated knives, and knives that may cover several or many of the classifications listed.

If all knives were the same, we'd only have one design, and you would see it everywhere. Instead, you'll see thousands of knife designs in the modern world. I make over 500 different designs myself. Imagine all the varied designs created throughout history, and you'll soon realize the tremendous variety of knives. There simply is no other tool or device that has so many variations and knives are astounding forms.
The person asking this might be wondering about comparisons between a handmade custom knife and a factory knife. Though this topic comes up infrequently, it is important to educate those who may try to form a realistic comparison of these two very different origins and fabrications of the same tool, art, or piece. This discussion is prevalent enough to deserve its own dedicated page on my site: Factory Knives vs. Handmade Custom Knives. Simply put:
Factory or manufactured knives depreciate from the moment of purchase.
Fine handmade custom knives from well-known makers appreciate from the moment of purchase.
Visit the page to find out why.
Back to TopicsHi Jay, not a ‘purchase enquiry’ just a few words to say I have never seen such beautiful hand made Craftsmanship knives!
Found your Web Site on a knife search (I am in the UK) and when i saw the photos, I was to say the least, very impressed. Well done Jay, you are a true knife Craftsman.
Regards
Jim Rea FLS.
(Parks and Countryside Officer and Axe Collector)

Comparing factory knives to handmade custom knives is like comparing a hand-rolled Cuban cigar to a pack of cheap smokes.
A factory or manufactured knife can not compare to a handmade custom knife. Just because they share the same form, a blade and handle and sheath, it does not mean that they are in the same realm. Find out the difference between a knife that sells for a hundred bucks, and one that starts at 20 times that much on this special page dedicated to the topic.
In the specific and detailed subject of blades, the most important thing to remember is that factories need something to sell, something made cheaply but sold for as much as their market will bear. So for the blades, they often offer special steels that they claim are superior to the recognized AISI steels. They also are very careful not to reveal the steel alloy components or actual properties like tensile strengths, heat treating process, corrosion resistance, wear resistance and other factors and instead, claim things like, "testing has determined that our steel has superior performance, wear, and corrosion resistance than 440C, ATS-34, etc."
Don't be fooled by this hype. Any of these so-called tests are entirely subjective, and can be easily directed toward the intended result, which (shock) is always in favor of their special steel. Without revealing the exact components of the steel, there is no scientific way to test it. This is because testing, real scientific metallurgy must have as its basis the knowledge of the steel alloy components and method of manufacture as well as all the properties, mechanical and exposure, that the steel has or will be exposed to.
Let's make a simple, realistic comparison. A skyscraper is under construction. The head engineer of the ironworks company has read on the Mystical Bolt Company website that bolts are available, to assemble the structural steel columns, that they are a special and secret alloy and they perform better than known, recognized, and accepted industry standards. No technical specifications exist on the bolt maker's site: no alloy content, no process of manufacture, no tensile strength, impact strength, yield, elongation, area reduction at specific hardnesses and tempers depending on specific and varied heat treating and manufacturing processes is offered. On the bolt maker's site are just vague generalities about performance. Not one engineer on earth would sign off on the purchase of this fastener for the integrity of its properties and application on the project without knowing even what the material is.
Yet in the world of knife manufacture and sales, it's almost expected that the knife factory or boutique shop (small knife manufacturer) will supply some special, proprietary, or unique and mysterious steel that outperforms all other known types. Really? It seems each factory follows the same advertising formula, claiming a special designation, comparing in generalities the qualities to known types, claiming superiority and thus value, sometimes adding performance anecdotes like chopping pine two-by-fours, shoving the blade in a car door, or bending, leaving submersed in water, or other ways of brutalizing a piece of overly thick steel. Then, to top it off, organizations and interests claim that certain knives must be certified (by them) for the honor of being tested in this anecdotal, subjective, and extremely unscientific way. Usually, this requires the donation of a knife or knives for this honor!
This is all advertising hyperbole, so that you will think that the inexpensive factory knife is somehow superior to other inexpensive factory knives. All the while, the knife lacks balance, has an unfinished blade, is poorly fitted, has cheap or non-durable handle materials, poorly made or non-existent fittings, no contouring or radiused forms, horrible fit, weak mechanical construction, lack of bedding, poor design, simply awful sheaths or accessories (or none at all), and no service, except for one or two companies who will sharpen your knife for a fistful of dollar bills. These knives will never be worth more than they are when they are purchased, never have any long-term value, are not custom, are not well made, and most individual knife makers create a product that is many times and many ways superior to factory or manufactured knives. But since the factory's business is built on volume, not quality, this doesn't matter.
Thankfully, the internet is changing all that. This very medium has been the source of real, valid information in not only the field of knives, but it all fields of interest and knowledge known to mankind. No matter where you live, you are very lucky that you are in a country that allows the technology and access that allows you to read this very sentence, and that you are living in an exciting time of the growth of knowledge and ultimately truth that the Internet can bring. You've just got to wade through the hype to get to it!
In my book, I'll go through just how significant and powerful this opportunity called the internet is, and how it's changing the way people do business, access products, learn, grow, and excel, deepen, and enrich their lives and the lives of their families with this tool of knowledge. I'll also detail how the vague, indiscriminate advertising hype that was started in print media that was limited to "pay by the letter" generalities has to face the reality of fact-based transparency. The practices of using power words and catch phrases is falling to the detailed and specific facts of product properties. But the factories don't get it yet, and maybe, because their products are cheap and made en masse, they never will.
Have you heard of this new thing called the internet? It's giving people new expectations. It's allowing them to become their own expert. Knowledge lies anxious at their fingertips. Gloss over the truth in your advertising and you'll quickly be dismissed as a poser.
--Roy H. Williams
My point about steel types, blades, and hand knives is simple. There are known and listed steel types with known and listed mechanical and exposure properties. They are known and listed by real entities like the American Iron and Steel Institute (AISI), the Society for Automotive Engineers (SAE), and the American Society for Testing and Materials (ASTM). They are listed because they are established materials in industry, the military, and even the medical equipment fields. If there were a really special steel, something so great that it lived up to the advertising hype posted on these factory knife sites, wouldn't you see all other steels tossed aside and become obsolete while the new steel took over the military industrial commerce? Of course you would. Established and well known steel types exist for a reason, and each reason varies in our world. There is no steel that dominates in all realms. A super hard steel may be brittle, a wear-resistant steel may easily corrode. A lightweight material may be soft, a high wear resistance material may not be able to be finished or sharpened by hand. Every material has its pros and cons and I list those on this very page. You won't find factories listing any cons on any of their products, yet they do not supply a knife that is good enough to choke out the competition. Please think about that.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsJust found your website – New item on my bucket list – to one day have you create a knife for me!
Beautiful knives, website and very informative; I just spent the last couple of hours (maybe it was more
like 4 hours) reading some of the most straight forward and insightful knowledge on knives. My head is spinning !
Wow and wow – thanks for all of the hard work on creating your website and one day . . . a knife of yours will be mine!
--Danny Schmider

Dear Jay
I can truly say I have never seen such beautiful work before. I came on your page looking for knife cases and
yes, I realize you don't make them. But I wanted to take a moment to say that you have an incredible sense of
artistry. As a custom furniture builder, I have a bit of an appreciation for what you deal with - but you are
way beyond anything I ever accomplished. I now am a manufacturer of mass produced outrigger pads and don't miss
the hard times of building furniture. Anyway, great job, excellent work.
Bravo.
Bob Lifton
Of course not. They run the full range of quality from low to high. Some flat grind, some hollow grind, some stock remove, some forge, some assemble kits. It's best to educate yourself about knifemaking in general, but here are some points to look for:

There are several ways to verify the knifemaker's reputation. Who does he make for? He should have that right out front, for all to see. He should have no problem telling you who he makes for, what they use the knives for, what his current knives are valued at. Does he have a past history of shows, membership in professional knife organizations, or publications of his work? Does he have a professional website or archive of his past works? Where are his knives now? Are any in museums, collections, or displays? Can he give you any names of people who have used his knives and like them? Can you see pictures of his knives?
These sound like simple, obvious questions, but you would be surprised at how many clients are distracted, played, and conned by knifemakers. Here's an example: I attended a show once and my table was next to a female knifemaker, who immediately claimed to a prospective client that her family had thirty years of knife making experience. She was in her early twenties and laid claim to her family's experience as her own! Those years of experience were not apparent on the knives laying on her table, as they were big and blocky and badly finished and out of balance and ugly. Then, she gave the prospect some BS about the mystery of heat treating, how it was a special family secret handed down through generations. I bit my lip, knowing that heat treating is specifically described and prescribed by the manufacturer of the steel, that it is right up front in all engineering specifications for all knife steels, that it should be clear and simple to the client that the maker is treating the steel just as specifically as the manufacturer requests for the intended use. But the worst part is that she giggled and feigned interest in the client, smiling and flirting, and that kept him looking at her more than the knife.
The truth here is that some men are easily swayed by the attention of a young lady. He'll walk away with an overpriced hunk of junk, and the memory of a brief encounter with a con. Is it worth it? I wonder how the line of BS would have gone down if his wife was standing beside him—
The moral here is look, look, look.... at the knife (and the sheath). The knife itself should be your focus of attention. Yes, you want to know the reputation of the maker, you want to know he's had years of experience and trustworthy clients. Still, take some time and examine the knives or the photographs very closely in front of you, they should speak for themselves. Listen to what the knifemaker says; does it make sense? Can the knifemaker answer your questions with intelligence and dignity?
That brings me to another professional aspect of the knifemaker: his appearance and attitude. Do you like buying from a loud-mouthed polyester prince used car salesman? Are you comfortable with a cowboy all duded up with his best brushed felt range hat and high boots more suited to stomping through cow dung than presenting fine work? How about that guy wearing a tee-shirt with rude graphics and holes in it and a goofy, grimy baseball cap? Are these professionals that you would hand your hard earned trust over to?
The reason I include this topic is because every knife or craft show has this type of knife maker. So, does the knifemaker look, act, write, and present himself as a professional including here on the internet? Don't get me wrong; if someone comes to my studio and shop, and they catch me with my full-face respirator and metal swarf-covered coveralls and work boots covered in wood and rock dust, I'm still a professional. But I wouldn't be caught dead at a knife show in that get-up. It's just not professional.
There is no miracle about making knives. Making knives is the oldest profession around. Yes, before even that one. Men have made knives for literally millions of years, for without a blade, early man would have starved. It is an honorable profession, if presented honorably. There is no great mystery, just practiced skill and determination. There are no magic secrets to steel ingredients, to heat treating, to knife or blade shape, geometry, or materials. There is no enigma in the blade, no mystical materials; we don't quench in the blood of our enemies. There is no romance to the cutting edge, only artistic interpretation. No sword or crystal has magical powers, steel can't cleave stone, and a suitable dagger will not allow you to fly. Fine knives come from trained and practiced hands, not from a hidden tomb in a mountain. They are tools and sometimes works of art made by people like me who love to make them.
I take this business seriously; it is my full time professional job. I respect my clients and share their interest and love for the finest knives.
Back to TopicsYes, Virginia, there are specifically classified tool steels, and they are specifically used to make tools for the working and forming of woods, plastics, and other metals. This is the definition of tool steel (from the Machinist's Guide). They have to withstand high loads, abrasive contact, elevated temperatures, shock, stress, and adverse conditions without suffering major damage, edge dulling, or metallurgical changes.
Not all tools are made of tool steels! Tools used to cut wood, make hand saws for woods, ordinary hand tools, hammers, chisels, and files are often made from standard steels in the AISI/SAE/ASTM categories. The tool steel category is a separate group, and must absolutely be heat treated, hardened, and tempered. There are a large number of tool steels, with specific and controlled alloy compositions. Industry has created a specific classification systems for these tool steels in seven categories. They are:
These categories are only the beginning of specific identification of tool steels and uses. Each category has sub-categories, and many steels cross over to a variety of uses. For instance, O-1 and D2, two of my favorite tool steels, are in the category of Cold Work Tool Steels. They are hardened by quenching in either oil or air, so the hardening method is not always the designator of the tool steel category. You might hear someone group metals as "oil-hardening" or "air hardening." These are NOT individual recognized categories, the specific seven categories are listed above. Hey, I didn't make this system up, it's the industry standard!
Stainless steels have a different classification system. It's unusual, because in AISI/SAE/ASTM, in order to classify as a stainless steel, they must contain at least 11.5% chromium. But the practice by some companies in the steel industry has been to claim steels with as little as 4% chromium as stainless steels! For aqueous corrosion resistance, 12% is required. Some steels, like D2, for instance, contain 12% chromium, but are actually in the category of Cold Work Tool Steels, not specifically limited to the stainless steel category, even though D2 is a stainless steel. Stainless steels are one of three types:
In industrial standards (which we as machinists refer to) the term stainless steel refers to high-alloy steels which have superior corrosion resistance to conventional and carbon steels because they contain relatively large amounts of chromium (more than11.5%). In a broad sense, standard stainless steels fall into one of the three categories: (austenitic, ferritic, and martensitic).
Austenitic grades of stainless steels are non-magnetic in the annealed condition, but may become slightly magnetic after cold working. They can only be hardened by cold working, and do not harden in heat treat. A good example of austenitic stainless steel is 304 or 18-8, used for many stainless fasteners. I prefer 304 SS for many of my bolsters and fittings, as it is highly corrosion-resistant, extremely tough, and requires no care. Please remember that the material I use in my bolsters is the same material as most stainless steel bolts, screws, and fasteners, built for strength, durability, and longevity.
Ferritic grades are always magnetic and contain chromium, but no nickel. They can be somewhat hardened by cold working, but not by heat treatment. They have moderate mechanical properties, high decorative appeal, and a narrower range of corrosion resistance. Some of the ferritic grades contain alloys that help prevent hardening. A good example is 405 stainless, which is often used because it can be easily welded and used in the as-welded condition, and is soft and ductile.
Martensitic grades of stainless steel are magnetic and can be hardened by heat treating, quenching, and tempering, forming martensite. They contain chromium and with several exceptions, no nickel. Many of the martensitic grades contain increased carbon content (above 0.8%, which makes them hypereutectoid) in the tool steel range, and are hardenable to the highest levels of all the stainless steels. Though they are not resistive to extremely corrosive atmospheres like concentrated chemicals, acids, and caustics, they have excellent service in most atmospheres and exposures. 440C, for instance, is used to make corrosion-resistant ball bearings, high-wear valve parts, molds and dies, and of course, fine knife blades.
You'll see me referring to these grades in my description of knife steels and fittings I use in my own work.
Now if this is not confusing enough, here are the specific designations of steels (which are separate from the classification or the category). This is the standard, held by AISI (the American Iron and Steel Institute) and SAE (the Society of Automotive Engineers), and is the coordinated industry standard of steel designation:
Okay, I hope that clears it up! Want to know more? Pick up a copy of the hundred dollar book, the Machinery's Handbook© and the Study Guide at a bookstore or on line. There's more info in there on steel and other materials than you'll probably ever need!
Back to Topics
"There never was a good knife made of bad steel."
--Benjamin Franklin
Many of us older guys grew up with our fathers boasting about their carbon steel hunting and butcher knives and how they were so much better than the stainless steel blades. Unfortunately, this is one of the most prevalent and enduring misconceptions and wives' tales that persists in the modern world of knives.
There are two phases to this problem. First, in the early part of the 20th century, when stainless steels were at their infancy, the addition of chromium prevented full martensitic transformation, leaving lots of unstable retained austenite, which showed up a high wear and instability. It was only later that it was discovered that a sub-zero quenching of knife blade steels would give a fuller, more complete transformation into martensite, but the bad reputation of stainless steels had already been established. Even though the problem was gone, the myth of bad stainless steel persisted.
Claiming that a steel is a high performer does not make it so.
Look, instead, how the steel is used in the consumer, industrial, and machine tool fields for the truth.
Second, low carbon Japanese stainless steel (420, AEB-L, 13C26, and equivalent low carbon, medium chromium stainless) was introduced into the world of cheap kitchen knives in the 1960s and 1970s. If you were alive then, you remember the ridiculous commercials showing the imported junk knives pounded through cinder blocks and then shaving off tomato slices. The common man ate up this drivel, and lots of money was made in the low-end kitchen knife market based on this hype. The truth is, this type of knife was made of cheap, springy, and thin low-carbon series stainless steels, which were tough, but not hard or wear-resistant. So when the edges did wear down, it was not reasonable to sharpen them, and they were left dull, but were still thin enough to be forced through foodstuffs and other cutting chores. The eternally dull knives ceased to perform, were not easily sharpened like the carbon steel knives, and the failure to understand sharpening of this different steel meant that the stainless knives were left dull. It followed then that people assumed that they couldn't be sharpened, so the steel was blamed. Most people then made a casual assumption that the stainless steel blades were of low value (the price was a good hint), and saved their most important cutting chores to high carbon, non-stainless steel butcher and hunting knives, because they were relatively easy to sharpen and they held a very keen edge a longer time than the imports.
The stainless steel is no good myth continued, and continues today, despite the fact that the majority of knives from cheap imports to fine collectors knives are made of stainless steel. Some people still long for the good old carbon steel knives from the past.
One of the world's most respected knife historians and experts writes:
"I have owned about 10,000 antique kitchen and butcher knives, and examined perhaps 20 times that number. I have found that good quality modern stainless steel knives, when properly sharpened, are superior in use to all older knives, even the very best. Stainless steel knives can be made at least as sharp as carbon steel ones, they stay sharp many times longer, and of course, they do not stain... the president of a major knife company put it very well when he said to me that preferring carbon steel knives over stainless steel ones is like preferring vacuum tube radios over transistor ones."
--Bernard Levine, Levine's Guide to Knives, 1985
Please look at the date of the above excerpt. Since the mid-eighties, there have been many new and improved stainless tool steels become available, so the old wife's tale is even more flawed. One of the problems does continue, however, and that is the infomercial that still claims cheap Asian imported knives are worth your hard-earned money. This myth of carbon steels extends into the handmade knife field, and bears examination.
Carbon Steels: Carbon steels, properly identified as Plain Carbon Steels by the AISI, SAE, ASME, NSI and ANSI are typically are identified by number. If the four digit number starts with 10, it is a plain carbon steel. Typically, in the knife trade and industry, 1025, 1075, 1080, and 1095 are often used. 1095 is about the best one can get for a plain carbon steel, as it has up to 1% carbon. It has manganese in it to increase forgeability, reduce brittleness, and improve hardenability, though the manganese does not itself improve hardness. No other notable alloy elements are included. These steels are usually chosen because they are inexpensive, usually about one fourth of the cost of stainless tool steels, and one tenth the cost of crucible particle metallurgy tool steels. These carbon steels are easy to work, are ductile and soft when annealed, and are gentle on tools and abrasives. Simply put, it is easy, cheap, and fast to make a knife from any of these steels. They have absolutely no corrosion resistance, and will quickly and easily rust and pit when left in the open air. They are easy to sharpen because they are not wear-resistant, and they frequently dull. In my experience, they are a bad steel for any knife. The only exception in my studio is when 1095 is married with nickel for nickel damascus in decorative blades. More about that below.
Another commonly seen type of knife steel used by makers and the knife industry is 5160. Though technically classified as a chromium steel, 5160 has very little chromium (.08% - 1.0%) and is not corrosion-resistant in any way. The chromium is added to slightly improve the hardenability, but not enough is added to increase corrosion resistance or aid in the creation of an abundant amount of chromium carbides which can increase wear resistance. The chromium is limited because if added in significant quantities, the forging and critical temperatures of the steel would be raised enough to prevent hand-forging. Though this steel has better performance characteristics than the 10XX series, it is still not suitable for many knives, simply because it easily and readily rusts in the open air, and does not have high wear resistance. It is chosen mainly because it is a cheap steel, one fourth the cost of stainless high alloy tool steels, one tenth the cost of crucible particle metallurgy tool steels, and is easier to machine, cheaper to finish, and more forgiving to make a knife with.
Simply put, plain carbon steels are cheap steels, and have no place at the top of the line for extremely fine knives.
What are the advantages of the better high alloy tool steels? There are many, and they are different. These modern, engineered, fine isotropic tool steels are created for the distinct application of creating tools and wear-resistant parts and cutting edges. They are the finest tool steels humanity has ever produced. In the application of blades for fine knives, there are some distinctive advantages, mainly high corrosion resistance, high wear resistance, high toughness, high tensile strength, and high finish value.
You might then ask the question of why these higher value, extremely fine steels are less often seen on knives. It's really very simple. They are expensive, they are very difficult to machine, cut, and make a knife with, they are unforgiving of error or mistake by the maker, they are hard to work, resistant to abrasives, and a supreme challenge to properly finish. They require special treatment in vacuum-nitrogen furnaces or controlled atmosphere environments when heat treating, they require extremely high critical temperature transformation points, and extremely low temperature quenching points, they are demanding and specific in their treatment to yield a superior cutting blade and knife. This is why they cost more to the knife owner, and why most makers and manufacturers do not offer these steels on their knives. This is the price for being the very best.
I dare you. Here is what other knifemakers, companies, and manufacturers of carbon steel knives don't want you to ever know!
I take no responsibility for any injury that may occur during this test! If you don't have good motor control, and can't follow simple, logical instructions, do not perform this test! If you are super sensitive to taste, do not perform this test! In fact, if you have any trepidation at all about this test, simply read this section and learn.
If you really need a clear demonstration of the limitation of carbon steel (non-stainless) to prove it to yourself, I've developed a simple test. This was not done with technical help from metallurgists, research scientists, or promotional and advertising professionals. This was developed in a simple moment, with logic, common sense, and clear intent.
After you perform this test, you will never, ever again consider carbon steel of any kind for food service, for exposure use, and possibly for any knife, unless it's surface treated or hot-blued. Even then, you won't want it in the kitchen at all, ever again in your lifetime! You won't want your meal prepared by anyone who uses a carbon steel knife, you will seriously avoid those sushi bars where the chefs slice up raw fish and vegetables with a dark, funny shaped thin carbon steel Japanese-named knife with a straight handle and a stick tang. You might even start asking your butcher, favorite restaurant owner, and accomplished chef what they use for a knife, only to correct them by suggesting this very test! You think I'm exaggerating?
Read on and pay strict attention; I'm about to change your perception of carbon steels forever!
That's a pretty bold claim, and you might think I'm just trying to sell you an idea, but here's the thing: you will make this transformational decision by yourself, once and forever, and you'll never go back again... ever. Your own experience will be so profound that you will show others. Others will be transformed, instantly. My only request is that you properly credit me for this test by using my name, Jay Fisher, and maybe even include my website: www.jayfisher.com in your repeating of this test.
You don't need any special equipment for this test. You will need a few basic items that you, no doubt, have, since you are reading this text:
Take both knives to the sink, and clean them well. Use soap and water (anti-bacterial or dish soap is common and accessible, and what you would be washing the knife with anyway). Be careful not to cut yourself, scrub the blades clean of any oil, fats, or greases. This is just like cleaning your silverware or cutlery in your own kitchen. Of course, be careful of the cutting edge; you don't want to slice your finger. Get the blades as clean as possible, like your silverware. Dry them.
The test:
Spoiler alert! Don't read this before performing the test if you want to experience the full effect!
Here's what will happen: Your tongue will start to salivate as the carbon steel reacts with the moisture. You will feel an astringent pull—kind of a dry chemical reaction—before the ever-increasing glow of full iron overwhelms your entire tongue surface in contact with the steel. The bitter iron taste will be strong: stronger than blood when you bite your lip, stronger than you will ever expect. The iron will permeate your tongue, and dry and sour the entire surface of your tongue for at least 30 minutes after you've pulled away in utter disgust. You will slobber, you will pucker, you will hate the taste that is now stuck on your tongue. It's as bad as being burned by hot coffee in a hasty sip, worse than any bad cheese or salty lemon you have ever experienced. You will absolutely hate it, it won't go away until your mouth is fully rinsed and cleaned! The taste effect may literally last for hours! I could still taste the corrosion after 8 full hours and several meals!
Your conception of carbon steel blades will be changed forever and instantly, and you will thank Jay Fisher.
Now, test the stainless knife. Heck, you don't even need a knife, because this will be the same as putting your mouth on your stainless silverware. Nothing will happen. You'll be surprised that there is no taste, no flavor, no iron, no reaction. This is why we have stainless steel cutlery, after all.
What has happened and what it means: The moisture in your tongue along with oxygen in the atmosphere has reacted dramatically with the surface of the steel. The steel has immediately broken down in a chemical reaction, producing iron oxide which is essentially rust. The oxygen aided by moisture combines with the metal at an atomic level, forming a new compound called an oxide and weakening the bonds of the metal itself. Rust consists of hydrated iron(III) oxides Fe2O3·NH2O and iron(III) oxide-hydroxide (FeOOH, FeOH3) Surface rust is flaky and friable, and it provides no protection to the underlying steel. You are eating rust, and rust is now bonded to the surface of your tongue. You will probably experience temporary dysgeusia, a distortion of the sense of taste. Dysgeusia (dis-goo-see-uh) is not a pleasant experience, but it will go away.
If you don't clean your tongue-mark off the carbon steel blade, and revisit it in a couple hours, you'll see the contact area in clear discoloration. Sometimes, this only takes minutes. Since rust is permeable to air and water, corrosion will continue. Left alone, overnight, the steel will start to darken more, in another day, you'll see microscopic flakes, followed by pitting.
If you really like the taste of your carbon steel blade, let it pit and flake and start to dissolve into light flecks and then use a wire brush to sprinkle them on your cereal, or perhaps your cappuccino, hot dog, or steak. Nice colors can be presented over potatoes, a kick can be added to your chilled watercress soup or your mango-lime cheesecake.
If you think I'm being overly dramatic, and realize that chefs and cooks have been cooking with carbon steel blades for centuries—so why would Jay complain—think of this: since the dawn of stainless steels, all table cutlery has been made of stainless for a reason. Sure, there are some gold and silver spoons and forks, and they don't have a reaction with your tongue, either. But there are no carbon steel cutlery sets for a reason. In man's history, stainless wasn't available until the early 20th century, and then, it wasn't wear-resistant, so we were still stuck with carbon steel knives. That all changed in the latter part of the 20th century, and now we have incredible stainless steels, far superior to carbon steels, but no one has told the chefs, or they simply can't afford them.
The reason for all this is that corrosion instantly occurs upon exposure in carbon steels, and it's detrimental to the dish, the food, and the palate. A knife slicing through a piece of fish may well move fast enough to not flavor the fish, or you may have just gotten used to the hint of steel, so slight as to not be perceived. Perhaps it's overwhelmed by the taste of the fish, but it is still there.
Worse, the carbon steel is corroding at the cutting edge. It's dulling and dissolving quickly and at every slice, so the chef or cook is constantly scraping his cutting edge on a steel or porcelain rod, which flakes off the corroded surface (swarf) and deposits it wherever it can. This can be on the surface of the knife blade, on the next piece of food cut, or on a nasty rag the chef uses to wipe off the metal swarf hanging from his waist or draped over his shoulder.
One more important thing: the test you performed was with the moisture on your tongue. The pH of your saliva is about 5 to 7, slightly acidic. What do you think happens when carbon steel blades are use to cut tomatoes (3-4 pH) or lemons with a pH of 2? How fast of a reaction and how deep the corrosion then?
My point here is... WHY? Why do this when fine, well-made high alloy stainless steel blades are available, and they don't react, rust, pit, stink, or sour your food? Why are makers and foreign (Japanese) knife companies pushing carbon steels?
They are doing it because it's cheap, fast, and easy to make a knife from carbon steel, and you can whip up a cutting edge with a chef's steel (rod) quickly since they are so soft to begin with. A good, high alloy stainless steel blade needs to be sharpened once a year or so, a carbon steel blade once a day (or session).
Don't fall into the carbon steel trap! Do the test, make others do the test, impress your friends and family, and be done with carbon steel knives, particularly in the kitchen, the most knife-important place on the planet!
I dare you.
Back to TopicsDon't group all stainless steels together; they can be dramatically different!
Are there still bad stainless steels use in knives? Of course there are and they are typically and nowadays found on cheap stainless knives imported usually from China, India, Taiwan, or Pakistan. Unfortunately, there are also large, older American companies that still use this horrid steel. These are 420 series stainless steels, which are worth some serious discussion.
420 stainless steel can be very corrosion-resistant, and can be very tough (resistant to breakage, flexible without breaking). But please anchor this point into all of your arguments and consideration about this steel: It can only be hardened in its maximum hardness to 51-52 HRC or (52 Rockwell on the C scale). This is substantially and markedly softer than a 440C stainless steel blade, which is typically hardened and tempered to 58HRC, and often higher. 51HRC is softer than knife blades, gouges, and much softer than drills used to drill brass or wood. 51HRC is softer than augers, chisels, axes, and even sewing needles. 51HRC is softer than a leaf spring, screwdrivers, softer than even the cheapest hand-saw for wood that you can sharpen with a file. Yep, that 420 stainless steel blade that is now on most Ka-Bar knives is soft at its very highest potential of hardness, particularly when compared to fine high alloy stainless steel knives. Most of the Ka-bar knives are made of 420 stainless steel, and you'll see a sneaky advertising ploy from the manufacturer of these steels claiming the hardness is 52-58 Rockwell. This is a ridiculous, huge range of hardness, which tells me that they are either careless about their heat treating, or they want you to ignore the 52 and hope that you'll think their knives are harder (they aren't and can't be if they are 420 stainless steel). Why can't 420 be made has hard (and wear-resistant) as say, 440C? Why that's simple, by looking at just one alloy component: carbon. 440C has over ten times the carbon of 420. TEN TIMES!
Make no mistake; the big name knife manufacturers here and overseas are mostly using 420 stainless steels. I use the phrase "420 series" because they may have variations, versions that have slightly higher carbon content to push the hardness up somewhat, but this is still a bad, cheap steel for any blade. Remember that 440C has ten times the carbon. They make claims on their web sites and promotional material how great 420 is, but now you know the truth.
After reading this, now you know why those cheap 420 series stainless steel blades gave all other stainless steels a bad reputation, and will continue to do so. Why do these companies and manufacturers use 420? Because it is super-cheap, easier to stamp out, grind, machine, work, and manufacture a knife with, and that represents a substantial savings to them, not to the person who wants the best knife steels for his investment. Don't group all stainless steels together; they can be drastically different!
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsHello Mr. Fisher,
Thank you for your willingness to share your knowledge through your website. I have learned so much and have had my view on knives permanently
altered by the knowledge I gained from reading your website.
I will begin the same way as many of letters you receive by saying “Thank You!” Your website and the information you provide are extremely appreciated. Factory made knives are ruined for me now that you have provided a framework for me to logically think through what they are offering. I will admit that I was taken in by what you refer to as the “mysticism” of the knife industry until I read your site. I am a mechanical engineer for an aerospace company and as I read your site, all of your arguments were logical and matched to everything I had been taught in school. My whole perspective on what a good knife is has changed.
--T. S.

I was shocked when I read on a knife maker's website that "Chromium prevents the steel from rusting but significantly degrades edge holding capabilities of the steel. All steels are composed of grains of the various alloying elements, the relatively large size of chromium results in a blade that will quickly dull and be very difficult to re-sharpen."
I was saddened when I read this, because it's completely wrong. It was easy to see why this guy wrote this; he's making damascus chef's knives, knives with blades out of 52100 low alloy carbon steel, and he's trying to paint a better picture of his low alloy carbon steel. If you buy this guy's statements you are, sadly, misinformed.
Let's get this very straight and clear. Chromium is an alloy that HELPS hardness, hardenability, and wear resistance, forming chromium carbides which are extremely hard and wear-resistant, quite the opposite of what this guy claims. It's unfortunate that he hasn't educated himself by reading a book on tool steels and metallurgy before he made such horrid misrepresentations on his web site.
From the Machinist's guide and AISI standards: "Chromium improves hardenability, and together with high carbon provides both wear resistance and toughness, a combination valuable in tool applications."
What? How could this be unclear? Why would this fellow make such a ridiculous claim?
It's simple. He's making chef's knives from 52100 carbon steel, and he's trying to justify why you should purchase a lesser steel blade from him. 52100 is the worst type of steel for chef's knives; it will rust at the first opportunity, it is not Food Contact Safe, and is not even a tool steel. 52100 is listed (in machinist's and AISI standards) as "a straight chromium electric furnace steel, and is of medium hardenability." A couple things stand out here:
From this, the misconceptions are pretty clear; he is either uneducated or he's lying. He drones on about the grain size of the various steels (which has nothing to do with wear resistance), and the "bonding" between the grains (which is just gibberish and nonsense), trying to convince the reader that somehow the cheaper, lesser low alloy steel is somehow better than chromium tool steels.
Look, it's okay to make a knife from 52100 low alloy carbon steel; many makers do. It's a decent steel, and can be hammered into a wear-resistant knife blade with limited use. But to claim it's somehow superior to high chromium and high alloy tool steels is just a lie; it is far inferior to high alloy tool steels, that's why they are the premium materials in the finest knives, tools, instruments, and components in wear-resistant industrial applications.
In any case, this is not the type of steel for any chef's knife, as it will corrode away at every opportunity, at the cutting edge, on the surface, and in any part of the blade where moisture from any source contacts it. It will stain, rust, pit and stink, as it corrodes into your food. This application for the kitchen is just wrong, and that is why it's not a Food Contact Safe material. Why would you punish a client and knife owner with this? Read much more about this atrocious practice of rusty, carbon steel knife blades inappropriately made for the kitchen on my Chef's Knives page at this bookmark.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsWhether is CPMS30V, 440CPV, BG42, CPM(T)440V, SM 100, AUS10 CGRF8X0LG, or BR-549: you're convinced. One of these "new" steels is the answer to your knife dreams. The steel will hold a razor's edge forever, can be hammered through a steel anvil, bend 45° without breaking, never rust, weigh only a feather, pry diamonds out of raw stone, then shave your facial hair, cut the umbilical cord on your new baby, send waves of terror through aggressors at the mere sight of it, send waves of awe through fellow collectors at the mere thought of it, and preserve freedom for all mankind. Oh, and it can be sharpened by passing it through a summer breeze. Really?
Hopefully, you've read about the factory practice of special steel designations in the topic above, and more information on these practices are detailed on my Handmade Custom Knives vs. Factory Knives page.
I get these questions all the time. Is this latest craze or a gimmick, or is there a real new miracle tool steel? If there were a miracle steel, don't you think that it would sweep the country, be used on the latest high quality military grade and medical machines? Wouldn't it be used to cut other metals on machine tools like lathes, mills, boring machines, planers, drills and other machines? Why, of course it would. So what is all the hoopla about?
Pop steels, that's what. In the 1980s it was 154CM, in the early 1990s it was ceramics, in the late 1990s it was BG42, and lately it's been CPMS3V. Look, they are all good steels (except ceramics, and nickel-titanium alloys which are not steels at all) and they all can make and still do make a fine knife. I've used most of them, but they all have limitations as do all blade materials. So why are these pop steel trends so prevalent?
Factories, knife makers, dealers, importers, and salesmen always need something new. That is because they must continually sell the hyperbole, to generate interest in their product. Usually, this is because of poor overall product design. In knives, the fit and finish and balance and accessories are all labor-intensive high skill areas of production, and the fine hands-on workmanship required to make a fine finish, fit, balance, and accessories often does not happen. Factories and makers of low quality knives then rely upon gimmicks, tricks, hype, and envy to sell their product. So, every couple years, a new steel hits the market and all the guys are talking about it. It's on the forums, in the magazines, and in discussions at shows. It's the future of knife making, lots of sales are made based on it, and then it just fades away as another gimmick steel name starts dripping off the drooling tongues of dealers, suppliers, factories, collectors, and makers. Read more about this and other knife truths at my Factory Knives vs. Custom Handmade Knives page. It does not mean that these popular steels are not worth investing in, they may well be. But will they replace all tool steels in knife blades? Of course not, because every steel has its advantages and disadvantages.
Far too often, makers, manufacturers, and even knife dealers make up names and designations for the blade steel. These are not trade names originating at the foundry, they are advertising ploys. Read the section below: "What about Special Steel Designations?" for more about this.
Though there are very good tool steels, there is no super steel. You can read more details about this on my FAQ page at the question: Is there an ultimate blade? My military, police, and professional collectors know that with most production knives, the hype is thicker than fertilizer at a feed lot. Yes, there are some very good knives out there, made of fine steels. I even use many of the steels I've identified above because they are good steels. But more attention should be paid to design, fit, finish, balance, accessories, and service, because these factors are what is woefully lacking in most knife purchases and ultimately, it is these factors that determine the value of a knife. This point is so important, I've decided to give it it's own page.
Do I use these many kinds of steel? Sure, I do, but the reasonability and economy is sometimes prohibitive. Steels may prohibitively expensive to purchase, tool, grind, and make a knife with. And do you benefit from their attributes? Usually, you'll never realize that benefit, because these specialty steels were not developed for hand knives. They were developed to machine, cut, die press, and form other metals and materials for industry, usually at high feed rates, high speeds, with extreme pressures and heat, sometimes under corrosive chemical exposures. The CPM high vanadium tool steels were created and are mainly used in plastic injection molding machines. Don't think that the steel manufacturers rely on knife makers and knife buyers to produce their income. Knife blade steels are roughly 1-1.5% of the tool and high alloy steel business. Knifemakers just pick up on these steels because makers like to experiment. So they find that they all perform pretty well. I even tried some M2 once to make a knife, the performance was outstanding, but the steel had ugly waves and texture in the surface. I don't know if the user ever sharpened it, because he couldn't. Only a diamond grinder would sharpen it. So there's the limitation of usability and service too. The truth is, if more factories and knifemakers improved those six points: design, fit, finish, balance, accessories, and service, they wouldn't need to hype some specialty steel as a gimmick. Read more about that.
What about testing knife blades to determine performance and which steel is best? Read the entire page on Knife Testing at this link.
Back to TopicsHere's an email asking for clarifications about my steel discussion on my site:
Jay,
I have really been thinking hard about the knife I would like you to make me. I think I am almost done with the design of it. I have a few question about steels and their finishes. I read what you said about S30V steel and I think it is weird that the steel does have "even distribution of alloy elements" but yet it still chips at the edge. I went to the website of the people that make the S30V and S60V steels and of course they did make it sound like the "best knife steel ever" but I think I trust your opinion more. Why do you think the steel would still chip even though it has better distribution of the alloy elements? I have read a lot about the S30V steel on the internet and some people say that all steel chips at the edge, is this true?
Also, I really want my knife to have the best finish possible. Your chart on your website says that 440C has a "excellent" finish and ATS-34 has a "very good" finish. But, then in the section above the chart were you talk more about each steel it says that ATS-34 has a bit smoother finish than 440C. Does this mean that ATS-34 would have the best finish or 440C? Well, sorry for the long e-mail. I just really need to know so that I can pick the best steel for me. I'll be e-mailing you my design for my knife soon to see what you think, then we can go from there. Just let me know that you think. Thanks!!!
--B.
My answer:
Hi, B. Thanks for the thoughtful questions.
When guys talk about steel chipping on the microscopic edge, they may be talking about edge wear. Because some of the crystalline structures in steel are very hard, like iron carbides, tungsten carbides, chromium carbides, and vanadium carbides, these extremely hard particles are brittle, so they may chip off on a microscopic level. This would show up as normal edge dulling, in concert with softer components of the edge which will wear down and abrade away. The concern I wrote about on the site is that some of the manufactured knives made with CPMS30V and CPMS60V have been returned and analyzed, and reported to have a large amount of edge chipping, more than other typical knife steels. This is why I wrote about the concern, several sources relate that the long term use of these steels for knife blades is not yet proven or widely accepted by some clients. (Note: I've since talked to the manufacturer of CPMS30V steel, and discovered that in the online references to this steel type chipping at the cutting edges, both occurrences were due to austenitizing of the steel. One blade in question was overheated during sharpening, thus making it hard and brittle, and one blade was incorrectly heat treated overall. My thanks for clarification to Crucible Materials Corporation)
Does that mean that I think they are not good steels? No, they are great steels, as are so many others. If there were a super steel, you’d see it sweep the world, replacing every tool steel known or used by industry and the military. Why do you think that is not so? Each steel has different properties, and each different uses. Got a special steel you prefer? I’ll try to make a knife with it!
Please remember that people who sell particular steel types constantly hype their properties, as if that was the all-important measure of a fine knife. Mystery steels, specialty steels, and proprietary steels are not too far removed in discussion from “magical” steels… These same sites and sales people tend to ignore blade geometry, fit, finish, accessories, service, and above all, overall knife balance. The truth is, there are a whole host of steels that make outstanding knife blades. Don’t get swept up in the minutiae of alloy elements and properties, when all you want is a good, serviceable, reasonably hard, tough, and wear-resistant knife blade. None of these steels will allow you to cut a piece of agate, saw through a bank safe, or pry an engine block from a frame. The reason I throw in those ridiculous images is because that is typical of the misplaced hype many of these sites and suppliers spew. My gosh, you’ve got guys calling themselves scientists on the internet endlessly discussing the microscopic details of every compound at the cutting edge, and most people who use knives carry a box cutter to open boxes, and prep their food with cheap big-chain store kitchen knives. Why do they do this? To some it may be a valid interest, but if they were really top-flight researchers, wouldn't they be working as metallurgists in the aerospace industry, for the military, or for big universities like Midwestern? Want to know what I’m talking about? Google Ferrium C69, by Questek Steel, and Greg Olson. Amazing stuff, but it probably won’t find its way to the custom knife world in a regular way, because it’s just too expensive. Who would pay to carbon case a knife blade in a stream of hot plasma anyway?
It is, after all, only a knife. What do you expect it to do? How large, or small, how heavy or light? Can hold a decent edge, can you re-sharpen it reasonably easy? Will it be comfortable? Will it have any lasting value? Does it have a good sheath? Is it worth investing your money in?
When my grandchildren spend time in the shop with me, I make sure that they know just what fine handmade and custom knife making is about. I drill this question and into their heads until they know the answer by heart.
Question: "What is the difference between a fine handmade and custom knife, and a poorly made or manufactured knife?"
Answer: "The handmade and custom knife increases in value year after year, the other knives decrease in value."
That’s it!
Thanks for the head’s up on the steel finishes, I’ll clarify those better on the site. The suppliers are different, and some ATS34 finishes smoother, and some is more granular. The 440C has higher corrosion resistance and therefore retains its finish longer.
--Thanks, Jay

Okay, you want details. Metallurgical specifics, because you have a keen need to know just what it is that you're using, paying for, or requesting in the blade steel. Please be sure and read about the pop steels above, and all of the pertinent information on the FAQ page. Then be sure and read the several topics just below this one, for some more information. Please remember that these steels are the steels I use, and feel free to ask other knife makers about the steels they use and are familiar with.
Some wisdom:
Look, there are many good knife steels out there. When sites and discussions go on and on about steel types and properties, ad nauseam, they are often ignoring balance, fit, finish, geometry, accessories, service, and design. Don't get distracted by steel property details! The steel is just the start of the knife, not the whole. If it were, every knife made of the same steel would be the same, and every maker in the world would be out of business, not buried in orders and very expensive projects. When you see this type of site, ask to see their knives. That will tell you a lot!
What about testing knife blades to determine performance and which steel is best? Read the entire page on Knife Testing at this link.
There are a great number of tool steels, and like most custom knife makers, I have my favorites. The reason a knife maker chooses a knife steel depends on a list of requirements. Often, a client hasn't even considered some of them when he starts the conversation. The word best comes up frequently. He wants the best performance, the best durability, the best looking. "Just give me the best steel, Jay," he'll say, and then he'll have the best knife. It's just not that simple. The knife maker must balance many things in his choices, some factors not even considered by the client. Here they are in detail:
So, to select a steel type for a blade: here are the considerations: the physical factors of hardness, toughness, and wear resistance, the serviceability factors of sharpening, geometry, point service, finish, and corrosion resistance, and the financial factors of cost, value, size, and name. Seems so simple...
Hey, where is the strength requirement? Read the next topic.
Back to TopicsJay,
This is Jared Lay; my family has bought several knives from you. I bought my brother, Jeremiah Lay, a PJLT
Shank knife for him when he graduated the fire academy. Well, long story short, my brother uses the knife
all the time and just had it with him in the Philippines, after the destruction. He went into some areas
for rescue that were the first rescue people in. Just wanted you to know we love the knives you have
made and that they are doing great work across the world.
--Jared Lay
Every now and then, I read a post or article that talks about strength as a factor in knife blades. By definition, the strength of materials deals with the external forces applied to elastic bodies. When these forces are applied, deformations and stresses occur, and in extreme cases, failure in the form of bending or fracture. There are a large number of factors to consider in applied forces and metal choices, geometry, time elements, temperature, corrosive exposures, and others, which all have an effect on failure rates. You'll see the word "strong" thrown out there as if it is the all-encompassing final descriptive word to describe metals and performance.
If resistance to failure was the sole measure of a knife blade, why not just leave the blade unhardened, untempered, because that makes it the most resistant to breakage? If you have an unhardened, untempered piece of steel, you can bend it this way and that way, and stretch it, and twist it, and deform it, and guess what? It won't break. It will just deform. Eventually, it will work-harden in the area that it is most deformed, then it will become hard, and more brittle, and then it will fracture. Bend a piece of thin metal back and forth until it breaks. We've all done this; so it's easy to understand.
Strength when referring to knife blades is a generalized term. There are all sorts of strength measurements: tensile strength, stress per force of unit area, compressive strength, shearing stress, unit strain, proportional limit, elastic limit, yield point, yield strength, ultimate strength, and more! Read about these strength factors in the section below: More about Toughness and Ductility for greater details about strength.
Many materials are relatively strong. When people and websites and sales vehicles claim that their blades are strong, or very strong, or have the greatest strength, please have a strong stomach for hype (sorry, bad pun). There is so much more to strength that a generalization like this has no place on the most detailed information source in the world, the internet.
Yeah, it's strong. yeah, it's tough, yeah, it's hard and shiny. Kind of an ambiguous, weak claim, isn't it? More about Toughness and Ductility
Back to Topics
Another balance question. There are materials that absolutely will not corrode. Ceramic comes to mind. Titanium is nice. But these are not typical blade steels, and there is good reason. They are several orders of magnitude softer than any good knife blade. These materials are either brittle and unsharpenable (ceramic) or have no wear resistance or low tensile strength (titanium). Though you may see these materials and others (monel, bronze, beryllium copper, aluminum-bronze, and copper alloys) used in making non-sparking, non magnetic tools for special hazardous materials exposures and explosive environment applications, they are not hard, wear-resistant, tough, and durable tools.
What about other, lower carbon stainless tool steels? In my opinion 440A and 440B stainless steels do not make superior knife blades even though they may be a bit more corrosion-resistant than 440C. These steels do have at least 0.60% carbon and are capable of being hardened and tempered, but are not nearly as wear-resistant as 440C. There is a reason that nearly all highly corrosion-resistant ball bearings, shears and tools, and high pressure valve seats are made of 440C.
One may claim that CPMS30V, CPMS60V, and CPMS90V are slightly more corrosion-resistant than 440C, but since they can not be mirror finished, their rough surface may actually accelerate corrosion (see my book clip on finishes below). There are a host of other metals used in knife blades and a large variety of performance options, so nothing is set in stone here. That is why any maker worth his salt will use a variety of steels, and yet still have his favorites.
Back to TopicsThe phrase edge retention is a recent one and pops up in conversations and discussions about knives. It's a fancy way to describe wear resistance, pure and simple. In the metalworking and machinery trade, wear resistance is the resistance to wearing away of the surface of a metal on an exposed edge, surface, or area. It's important to know that wear resistance is mostly subjective, that is, it is not specifically calculated with technical apparatus, but observed by experiment and comparison. These wear resistance factors can only be determined by generalities, such as best, fair, medium, and poor when compared to other metals; there is no specific measurement to assign a numerical value to wear resistance (or edge retention).
Why isn't there a specific number, designation, or assignment pertaining to individual metal alloys and wear resistance? It is because there are far too many factors in play in the knife to make any specific comparison. The steel type is not enough information; as the alloy may vary in content from manufacturer to manufacturer, and even between foundry runs. The heat treating may vary between tested blades, the actual temper of the blade may have slight variations along its length. The geometry is extremely variable, and even if the blades appear the same, variations in grind thickness, sharpening angles, and edge faces mean that there can be no specific and detailed measurement. The surface finish varies even along the cutting edge length. Even in machine tools like drills, milling cutters, and other tools used in the metal machining trades to cut, there are no specific wear resistance values, only generalities. In order to be specific in hand knives, one would have to make a knife blade out of every material available, created to the exact same dimensions (within a millionth of an inch), finish all surfaces exactly the same (which is impossible), before the specific comparison could be made. Our test knives would have to have the exact same geometry of profile curve, sharpening angles, and angle of approach to the cutting task. One would have to negate the other critical factors in knife blade construction, like toughness (often more important than wear resistance), corrosion resistance, and sharpenability itself!
What about testing knife blades to determine performance and which steel is best? Read the entire page on Knife Testing at this link.
In advertising, you may see stacks of paper clamped in blocks with knives mounted to an apparatus that forces the blade into the paper repeatedly until it quits cutting, signifying dullness. You may see knives shaving wood, paper, cloth, or cutting rope over and again until the edges dull and this is supposed to prove one steel, blade, or process of knife making is superior to another. Frankly, all of these so-called tests are subjective. Subjective means "existing in the mind" and this is what people who perform these tests want to happen in your mind. They want you to think that (shockingly) their product is superior while they hope you'll ignore bad fit, weak design, cheap materials, amateur skill, poor finish, weak construction, lack of accessories, and the other factors that make a knife an investment or critical application knife vs. a simple, throwaway tool.
What does this have to do with edge retention (actually wear resistance) of the modern handmade knife? It's simple. Everybody wants a knife that has high wear resistance, that is, one that holds an edge a long time between sharpenings. With modern, high alloy tool steels, high wear resistance is (or should be) a given when compared to plain carbon or low alloy tool steels (more about these at this bookmark). In the chart below, you can see a comparison of wear resistance between the steel alloys I use. Please remember to balance these with toughness, grind geometry, and corrosion resistance as the edge also corrodes away as well as wears away. If the blade edge is too hard, it's brittle, and can actually chip away microscopically, presenting as wear, particularly if the blade is ground too thin. The maker must balance the wear resistance with the grind geometry, the profile shape, the intended use of the knife, and the service factor of sharpenability, because sooner or later, every edge dulls and will have to be sharpened.
For most of these factors, it's fairly simple; the knife maker should be able to balance the knife type, the intended use, the blade geometry, the steel type, the grind geometry, the edge thickness, the weight of the blade, the corrosion resistance needed, and the service factor with a client's ability to pay for the blade. Yes, the financial factor is also one rarely mentioned.
If you're still asking for the best edge retention, I'll clearly point you to the material that has the highest hardness known. That would be diamond. Oh, there are other carbon nano-particles that claim to be harder, but they are a bit more expensive to produce. I'm sure that millions of dollars will give you the performance you may need, in having a knife that never, ever needs sharpening. If you can't afford this, I would suggest a reasonable balance between all those other factors listed on this page.
What about testing knife blades to determine performance and which steel is best? Read the entire page on Knife Testing at this link.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsI had a good laugh when I saw on another site that I've been accused of pushing a particular type of tool steel by self-proclaimed experts on knife blade steel (By the way, when you see these sites, ask how many knife blades the expert has actually made. Then ask to see a list of military and professional clients he's made knives for. Then ask to read the testimonials of support submitted by his military and professional clients. See mine here in over a dozen pages with hundreds of photos, descriptions and testimonials).
I don't push any particular steel. If you have a special steel you prefer, please, by all means, let me know why, and I'll make a knife out of it for you! I don't have an agenda about the steels I use, I just have my favorites. There are new ones all the time, and you might be surprised to find out that I've tried quite a few. I don't get kickbacks, or promotional payment, or some kind of benefit from suggesting a particular type of steel. I also am very clear about the steels I do use, and if you have a particular and specific question about the type of steel used in a knife I make for you, by all means, ask! Please don't ask about steels other makers use, feel free to ask them. Want to know what is being overlooked by experts arguing about steel types? Fit, finish, balance, design, accessories, and service.
Look, there are many good knife steels out there. When sites and discussions go on and on about steel types and properties, ad nauseam, they are often ignoring balance, fit, finish, geometry, accessories, service, and design. Don't get distracted by steel property details! The steel is just the start of the knife, not the whole. If it were, every knife maker in the world would be out of business, not buried in orders and very expensive projects. When you see this type of site, ask to see their knives. That will tell you a lot!
On one discussion forum, my little wisdom box about web sites and forum discussions going on and on about steel types and ignoring the overall properties, design, and value of the knife was noted, referenced, and repeated. It got a lot of agreement as most knife makers realize the truth and impact in that statement. I appreciated the posting and reference, as the little box that appears frequently on my site is always important to remember.
Then one genius attacked this very page, claiming that I go on and on about blade steels on my own site, and claimed hypocrisy in my statement. I didn't bother to respond, as this guy's amateur knives speak for themselves, and bolster my very claims.
Just to be clear about going on and on: This is the "Blades" page. This is where I go on and on about steel types, because modern knife blades are the subject of this entire page. Though I briefly mention steel types on my FAQ page, and I do have a small group of individual steel type pages, and I get into Heat Treating and Cryogenic Processing of Knife Blade Steels on a dedicated page on no other page of this site (over 550 pages at the time of this writing) do I elaborate on knife steels. I have many pages dedicated to individual knives, specific groups of knives, handles in general, and even pages dedicated to specific handle materials, knife sheaths, and even display stands. But yes, in a way, this genius is correct, I do discuss (on this very page) specific knife blade steel types and properties in detail.
Welcome to my Blades page, which every month is one of the three most popular pages on my site, getting tens of thousands of hits a day, every day, month after month, year after year. Someone is interested in the information I present here. Please bear with me while I discuss the subject of knife blades, blade geometry, and steel types. To bring some reality to this whole topic, please note that less than one fourth of the topics on this very page are about specific steel types, because as I've stated again and again:
Look, there are many good knife steels out there. When sites and discussions go on and on about steel types and properties, ad nauseam, they are often ignoring balance, fit, finish, geometry, accessories, service, and design. Don't get distracted by steel property details! The steel is just the start of the knife, not the whole. If it were, every knife maker in the world would be out of business, not buried in orders and very expensive projects. When you see this type of site, ask to see their knives. That will tell you a lot!
Any company that will not tell you what its product is made of is suspect.
Here is a detailed list of the steels I use, and some I don't but get asked about frequently, along with information, data, and my reasons for using (or not using) them for knife blades. I won't go into the specific alloy components and percentages, as they are readily available all over the Internet and from common references. These are not mysterious or secret process steels; these are steels that are listed, detailed, and defined by AISI, SAE, and ASTM. They are industry standards for a reason; they have a proven and longstanding track record of dependable application in industry; there benefits are well known, and they typically have to endure much more rigorous and detrimental service than a knife blade would ever see!
It's important to recognize that steels that are hyped with "secret" formulas, "private" alloy information, and mysterious origins or components are all hype. Every time you see this used in advertising, you should be on notice that any company that makes any item and will not tell you in detail what it is made of is suspect. This is an old and weak ploy among knife makers, manufacturers, and factories, both small and large, and it surprises me how many people are still taken in by this cheap and crooked ploy. Yes, it is crooked to claim some steel has a "secret" formula, or has proprietary or undisclosed alloy elements. Only crooks will tell you this. They want you to think it's some great mysterious element or process, so you'll be sold on the hype. It's well known in this industry that factories and knife manufacturers make up steel designations, because frankly, there is no law against it! While the jewelry industry is required to disclose alloys of precious metals, no such requirement exists for knife makers or manufacturers. Please understand that if they really did have some great and fantastic new alloy, it would sweep the industrial, military, and professional tooling industries and quickly replace all the other known and proven tool steels. That alone should tell you that they are simply trying to sell the image, and you should immediately move on to the next knife maker, supplier, or factory.
There is no super steel, only reasonable choices. While today, we have many choices, there are definite characteristics of each tool steel used to make a knife, both positive and negative. It's all about educating yourself to understand why each type is chosen, and working with a knowledgeable, experienced knife maker who can answer your questions and create a knife with the steel that best suits your application or need. Below is a list of steels I use, and some I don't with details about their pros and cons followed by a comparison chart. As you read these descriptions, you'll understand more about what steel is used and why, and how you can choose the best steel for your own knife. Please remember, too, that it is a knowledgeable and experienced knife maker who can bring the best out of your steel choice, because any of these steels can be mishandled, mistreated, and poorly processed yielding a less than optimum blade.
What about testing knife blades to determine performance and which steel is best? Read the entire page on Knife Testing at this link. Want to know more than the average knife maker, knife company, and knife expert about steel treatment? Try my Heat Treating and Cryogenic Treatment of Knife Blades page.
"There never was a good knife made of bad steel."
--Benjamin Franklin
440C High chromium martensitic stainless tool steel is chosen for it's machinability, ease of care, and long lasting value. Actually classified as SAE 51440C, the description in the reference bible "Machinery's Handbook" claims: "This steel has the greatest quenched hardness and wear resistance upon heat treatment of any corrosion or heat-resistant steel." 440C is one of the most often used knife steels in the handmade industry because flat out, it's a great steel. It is my most often used steel, and it has a fantastic reputation of reliability and value. One of the seldom mentioned characteristics of 440C is its high toughness. This steel, when properly processed, is tougher than some of the other alloys like S30V and S90V and D2, and is more resistant to breakage and fracture both in the heavier cross sections of the knife and at the very thin cutting edge. 440C also has a very high modulus of elasticity, which means the steel is very stiff when under load. 440C is one of the most stain resistant of the stainless tool steels, with up to 18% chromium and up to 1.5% carbon. Not much will corrode this blade steel, and it's tough and hard and wear-resistant. No tool steel is rust proof, but 440C is about the best you can get for fine custom knives because in addition to being a high chromium tool steel, it can be smoothly and brightly mirror polished. This means it makes a wonderful chef's knife that can last for generations. For long lasting beauty, it's the choice for most of my knives, and for nearly all my high end and sculptural pieces. 440C has and retains high investment value because of its capability to be highly finished and polished, and keep it indefinitely with little care. It is a beautiful high chromium steel. 440C is used in more of my combat knives than any other of the steels I use because it is proven to work well, limit corrosion, and be strong and tough enough for combat tactical and rescue operations. 440C is a great steel; Just look at some of the finest knives made by some of the best makers in the world. Many are using or have used 440C. It is a gorgeous steel, with a bright bluish-chrome color when polished. When you want an investment piece to have a high finish, hold it well, and hold it for decades and decades, 440C is the way to go. If you want a combat tactical and combat search and rescue knife, one that will not easily and readily rust, is tough and durable, and will not deteriorate if you neglect it, one that will be useful and dependable, one that has proven itself in marine salt water environments and desert sands, remember that 440C is the steel most often selected by my professional and military clients for these reasons. This is why it is industry's choice for corrosion-resistant ball bearings, high wear valve seats, and abrasion-resistant shear and planer blades. This steel, when properly treated with deep cryogenic process, is challenging to sharpen and may require diamond abrasives to work up a good edge. Want more information on 440C, and the love/hate affair with this steel? Check out this page. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
ATS-34 high molybdenum martensitic stainless tool steel is essentially the same as 440C, but 3% of the chromium has been replaced by molybdenum. So, in simple terms, it's a little less corrosion-resistant, but it's tougher. That means it's more resistant to breakage. It is an extreme "chrome-moly" steel. The finish can be a bit smoother than 440C, but I've also had some that is grainy, and the grain is similar to the orange peel of D2. Because of the additional toughness, a thinner cross section can be ground for blades like double-edged tactical knives without sacrificing strength. For the knifemaker, it's also harder to work with: harder on tools, abrasive belts, and is more expensive. Being not quite as corrosion-resistant as 440C, it may show some darkening of the blade if left in salt, citrus, or extremely corrosive environments, but the condition relies dramatically on the heat treating and cryogenic processing. This is because proper processing will increase not only the wear resistance and strength, but also the corrosion resistance and toughness. ATS-34 should retain its beauty long after you and I are dust, with minimal care as long as it's not exposed to corrosive or continual marine environments. ATS-34 is a great steel that is harder to come by in the United States, simply because it's expensive to import. This steel is challenging to sharpen and may require diamond abrasives to work up a good edge. Want to know even more about ATS-34? Try this special page. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page. Please note that ATS-34 is getting harder and harder to find, since its import sources are more expensive. It's sad to see, since it's a wonderful steel that I've admired for decades.
154CM is essentially the same as ATS-34, but is a US domestic version. I don't use it anymore because it has a reputation of having pockets and voids in the steel, making it unusable in the custom knife field. I've never discovered any pockets or holes in ATS-34. Other makers may argue, but I won't take a chance in working up a blade, and finding a hole in it! This is one of those things clients don't consider, but is extremely important in knifemaking: the finish potential of the steel blade.
More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
CPM®154CM is similar in composition to 154CM above (and similar in composition to ATS-34), but is a crucible particle metallurgy tool steel, made of powdered alloys formed together under tremendous heat and pressure. Thus, it's called a "powder steel," and is made by the proprietary Crucible Particle Metallurgy (CPM®) process. This is Crucible Steel's version of the 154CM, made with the crucible particle manufacturing process, leading to a very even distribution of critical alloying elements. It is much like ATS-34 in that it is a high molybdenum stainless tool steel, and very tough (resistant to breakage). It is not quite as corrosion-resistant as 440C. One might ask why even use ATS-34, since the two are so similar in composition. The CPM154CM steel is expensive, and—more importantly—sizes are limited. The cost of making a knife in this material and finishing it are more expensive, so one must question why they might need it. One of the more recent reasons is that for some reason, it's getting harder and harder to find Hitachi's ATS-34. Many steel suppliers simply quit carrying it, so CPM154CM is the replacement, driving up the cost of this kind of knife blade. CPM154CM excels in finish; this steel finishes absolutely beautifully. The mirror finish is even, smooth, and uniform with no grain pattern that can be seen with the naked eye. My recommendation for using this steel is on a high polish or investment grade knife of fairly standard sizing, where a supreme finish and high toughness are needed. This is also a very good steel to use on chef's knives, since it's tougher in thin sections and is very corrosion-resistant when properly hardened and tempered. This means deep cryogenics only, since this steel reaches its zenith in deep cryogenic processing with multiple tempering cycles. This steel is challenging to sharpen and may require diamond abrasives to work up a good edge. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
O1 Oil hardening high alloy tungsten-vanadium tool steel is a highly underrated, yet superb oil-hardening, cold work tool and die steel and is a high alloy tungsten-vanadium tool steel that can be made tough, hard, and extremely sharp and wear-resistant. Please note that not all O1 by all manufacturers has the same alloy content! Some versions contain no vanadium whatsoever, and those versions of the alloy do not benefit from the advantage of vanadium carbides that increase wear resistance. The O1 I use is a tungsten-vanadium version, and has very high wear resistance, and is classified as a "Low Manganese O1." Incidentally adding manganese is done to make a steel easier to machine at the cost of overall wear resistance. Low manganese, high tungsten and vanadium O1 blues well, so tactical models and art pieces that require a dark blade look fantastic. It's fairly easy to work with in the annealed state, so prices can be kept reasonable. Polishing it is difficult, and requires a different regime than the stainless tool steels. O1 will rust if not cared for, but it's a great steel, maintains an incredibly sharp, fine edge and is not too difficult to sharpen in the field with the right stones (diamond recommended). Absolutely NOT Food Contact Safe, so it's clearly not for kitchen or chef's knives. In my work, it is usually used on knives that will be professionally hot-blued, which I do here in the studio. Want to know even more about O1? Try this special page. More about these pesky steel specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
O2 Oil hardening high manganese tool steel is seldom marketed in the United States. For knife blades, O1 is a much better steel because O2 does not have vanadium, tungsten, or chromium. O2 does have additional manganese which aids in machining and forming operations used to make the final steel piece, and the manganese aids in depth of hardening, which is not particularly important on knife blades, because they are physically thin objects. Adding manganese also detrimentally affects wear resistance. O2 is absolutely NOT Food Contact Safe. Simply put, O1 is a much better steel for knife blades and that is one of the reasons you don't see too many O2 knife blades. Read more detail about O2 at this bookmark on my O1 knife blades page.
Plain carbon (standard) steels: These
are the typical steels used by many knife makers and are
classified in the Machinists' Guide as Standard Carbon
Steels. These are inexpensive and commonplace steels like 1025,
1075, 1080, 1095 and (low alloy ) 5150 that are fairly
ordinary on hand-forged knives. They are used because they can
be hand-forged in the open atmosphere, have a relatively low critical
temperature, and are easy and forgiving to work with. I
rarely use them because there are so much better alloy
steels on the market that will offer higher strength, increased wear
resistance, increased corrosion resistance, and higher
toughness at a higher hardness than plain carbon standard
steels. One more very important point: none of these steels have
any corrosion resistance whatever without treatment, and there is no
treatment that will stop the cutting edge from rusting and dulling
continually. Bare and untreated,
these steels will rust at the drop of a hat.
Open air, dry rooms, stored in a case, container, or vault: they will
corrode and pit if not continually and meticulously oiled, waxed, and
babied. It doesn't matter if they are folded into a fascinating
pattern-welded heat-colored red, white, and blue damascus pattern of Old Glory
against a background of fireworks and the lyrics written by Francis
Scott Key. They will rust, corrode, pit, stain, and stink, unless meticulously cared for.
Who would wish this on his clients? By the way, heat coloring is not corrosion treatment or
corrosion protection! The only
exception to this corrosion proclivity is if they are professionally hot-blued, which inhibits
corrosion, but like a blued firearm, they must be kept and stored
dry, and they must be oiled or waxed. One must consider why to use these steels in the first place. Where I have used them is
in pattern-welded damascus containing, for example, 1095 and nickel. This is a high contrast
pattern-welded damascus, and can be quite beautiful if mirror finished and hot blued only. If it's simply etched, the
damascus pattern will come out, but the deeply etched 1095 will rust at the first opportunity.
These steels are absolutely NOT Food
Contact Safe. They are not a good choice for damp,
moist, salt, or any other high humidity and exposure environment, and must not be used in the kitchen, ever! I have used carbon
steels only rarely because of these reasons, but will use the damascus
patterns and hot bluing. More about these pesky specifics on my
Heat Treating and Cryogenic Treatment of Knife Blades page.
1095 is classified as a "Standard
Carbon Steel" and because it appears frequently in handmade knives and some manufactured knives, I think it's important
to go into this steel's properties a bit deeper. AISI 1095 (UNS G10950) is classified as a
standard carbon steel because it is low in alloy elements,
and is not classified as an alloy steel (AISI, SAE, and Machinist's Guide). Some sources call this
simply a carbon steel, but the important thing to remember
is that this is a relatively low alloy steel. It contains about 1% carbon which is significant, because this brings this steel into the hypereutectoid range
of steels (more than 0.8% carbon), meaning this steel has high hardenability, and fairly high strength. However, it is known for being brittle and this means that for knife blades, extremely
high hardnesses should be avoided. When you see a knife blade made of 1095 and it's hardened and tempered to 61 Rockwell and above, you might (correctly) suspect
that it will be very brittle when honed, ground, or sharpened to a thin cutting edge,
and this may show as high wear, since fractures can occur
microscopically along the very thin cutting edge, which all edges should
be.
It's common practice to differentially temper knife blades made of 1095,
with the idea that the spine is more tough and less brittle while the cutting edge
is left at high hardness. This creates a temper line (hamon), but this is problematic. The reason is that while the spine may be less brittle, the cutting edge
left at high hardness is still brittle, and this is where the knife is very thin (or should be) to establish a proper, effective low sharpening angle for a
serviceable cutting edge. So, where the blade is thin, it's more brittle, and this is rarely mentioned among knifemakers and clients who find this
type of blade
attractive. The place where you would want the blade to be tough and hard (the cutting edge) is not tough, and this can lead to breakage. In order to prevent this,
knives made this way are often ground flatly, or even convexly, so that they are relatively thick at the cutting edge to prevent breakage. This means that the blade
has a fairly limited life, as blades ground this way and sharpened
repeatedly will quickly become too thick to establish a thin cutting edge without substantial relieving (thinning
of the steel at and behind the cutting edge). See the section on this
page: Grind Geometry Comparison
to understand this. This severely limits this steel's use, but it has a following because it's cheap, easy to forge, and fairly easy to heat
treat, at least conventionally. It also welds readily with any process,
making it easy to forge and bond in pattern-welded billets.
The entire group of standard carbon steels that 1095 is
part of find their main uses in the industrial and automotive world as
springs or spring-type applications, and as plow shares, mower blades
(think large agricultural machines, not a lawn mower), disc blades, twine
holders, spring tooth holders, rake teeth, cultivators, scraper blades
(think excavation and road building equipment), and springs,
springs, springs. Coil springs for vehicles are often 1080, a lower
carbon version, since 1080 has much higher toughness, and nearly twice the
impact strength of 1095.
While 1095 is a very strong steel, you might be surprised to learn that at the same
hardness, 1095 has a markedly lower tensile strength than 440C.
1095, while being capable of being very hard and somewhat wear-resistant, is limited and and somewhat brittle when compared to high
alloy steels. Knifemakers typically use 1095 because it can be
hand-forged and is very plentiful and cheap (lots of it on the farm!)
Don't believe me about the strength and toughness?
Take a look at this
chart lower on this page for some education on the matter. 1095 is absolutely NOT Food
Contact Safe.
The sole reason you'll see any knife of mine made with 1095 is because
it forges readily with nickel for high contrast pattern-welded damascus
blades, which are visually striking. Other than that, I see no reason to
use 1095 for any other knife application than appearance or decorative
work. This is because there are so much better steels to fit the bill.
One of the huge drawbacks to this steel is that, being a low alloy
steel, it has no chromium, so it readily and rapidly rusts and corrodes.
It can pit and stink and smell, and this is why I find it flatly
shocking that some knifemakers are using it for chef's knives! Who would want
their meal cooked with a darkened, stained, rusty blade? If you can't trust it to
be wet and remain pristine, how do you trust it when cutting through a
lemon, tomato, or any salted products? The cutting edge will be the very
first thing to corrode, dulling the steel and imparting metallic oxide
flavor into the food. Obviously, 1095 should never
be used in the kitchen, yet you see this all the time, and Japanese
equivalent steels (white, blue, red, and perhaps green) are also frequently used in this misapplication. This
is probably because they are easy to and quick to sharpen, and cheap and
plentiful to make. So if the kitchen is not the place for this steel, an
no wet environment is a good application (jungle, camp, near
water, marine, survival, game, or any other potentially wet exposure), then why
not use it if the owner and user is going to keep it dry? I don't use it
(other than in the damascus application described above) because there
are so much better steels! If I am going to inhibit corrosion by hot bluing,
and want a high carbon, very tough, very strong tool steel blade, I'll
use O1, with chromium,
tungsten, and vanadium to add to the wear resistance. I'll hot
blue it to prevent corrosion, but its a much, much better steel for
knife blades. Simply put, 1095 is inferior to all high alloy and
stainless steel blade steels, with a very limited application being
mostly decorative. And it's cheap.
Did I mention cheap? Grass or grain cutting tools? I suppose it would
make a decent sickle... but it does look good in nickel damascus, hot
blued.
52100 Low Alloy Carbon Steel
is a popular steel to make knives from, because it's cheap, plentiful,
and easy to forge and make blacksmith-type projects with. It is a better
steel than 1095, since it contains 1.3% to 1.6% chromium. The chromium
is added to increase hardenability and wear-resistance, but since it's a
very small amount as chromium goes, it does not help form abundant and
profuse chromium carbides, and does not increase corrosion resistance at
all. A good way to think of it is as a step up from 1095. It's got about
the same carbon content, and the same manganese content, sulfur is
close, and so is silicon. It has a little bit less phosphorus than 1095,
but it's close. The major significant difference is that it has the 1.5%
of chromium, making it more wear-resistant and
a bit stronger than 1095.
So, it's slightly improved from 1095. It's good for the hand-forging
crowd, and can be used to make economical knives and pattern-welded
(decor) damascus knives. Absolutely
NOT Food
Contact Safe.
On this page, you can read some more about 52100, and how
it can be misused for kitchen and chef's knives, a wholly wrong application for any non-stainless steel.
This topic will open your
eyes to the extent knifemakers go in misusing steels for their own benefit, and making false claims to sell their knives.
I don't use 52100, because there are much, much better steels out there for knife blades. First, you would have to be making knife blades that will
rust if left untreated, so, for me, that means a blued blade. 52100 blues well, but according to AISI information and the Machinist's Guide,
it only
has "medium hardenability." Since I would have to blue the blade anyway to prevent outright corrosion and rust, why not use O1, which is actually
classified as a Tool Steel. This is because O1 has much higher
content of alloying elements: tungsten, vanadium, and chromium which help to create profuse multi-element carbides with
very hard and wear-resistant properties. O1 is a tremendously better steel than 52100, so I'll stick with it.
If you're using O1, just make sure you get the "Low Manganese" version,
since it has much higher and beneficial alloy content.
5160 Low Alloy Spring Steel is a common steel, sometimes used in knifemaking. Chances are, if you've made a knife from a leaf spring or any other flat spring, you may have used 5160. In my very early experimenting years, when "discovering" various steels and doing a lot of hand forging, this was a favorite, because it can be so easily worked in an open atmosphere. Since it's common on older vehicles, and leaf spring can make a lot of knives, it's still popular with the hand-forging crowd. 5160 doesn't make a great knife, just a usable knife, because it's a low alloy steel. It's also hypoeutectic, meaning it has less than optimum carbon, weighing in at about 0.6%. It's got a tiny bit of chromium to increase the strength, but not near enough to constitute any corrosion resistance at all. For knife blade use and performance, this steel would rate lower overall than 52100, and slightly better than 1095 because of increased toughness. It is, after all, a carbon spring steel, so it's very tough and resistant to breakage. It's light years behind in the alloy content and performance of O1, an actual tool steel. It readily rusts, so is absolutely NOT Food Contact Safe, rusting and corroding in any environment, which limits the use of this steel tremendously.
D2 cold work high carbon, high chromium die steel: is the highest carbon alloy tool and die steel (thus the "D" designation) typically used in knife making. It has 12% chromium, and since 11.5% chromium content and above is the designation for stainless steels (aqueous corrosion resistance), this is technically a stainless steel. Because it has lower chromium, it doesn't resist corrosion as well as high chromium tool steels (like 440C and ATS-34) and can corrode if continually exposed to corrosive moisture, acidic fluids (like orange juice or blood) so requires more attention. However, it is fairly corrosion-resistant to water with minimal care. At up to 1.7% carbon, it can be made extremely hard, and very wear-resistant, though it's not as tough as 440C. The polished finish on D2 will be somewhat mottled with a pronounced orange peel appearance. This is due to chromium carbides forming in the steel during heat treat, the very thing that makes this steel so wonderful (most lower alloy steels form iron carbides). Please note: some manufacturer's versions of D2 do not exhibit the orange peel granularity in the polished finish because they are made with a higher sulfur content. These high sulfur versions are easier to machine and are designated "sulfurized D2." Sulfurized D2 is not a great steel for knife blades; it strength and wear resistance is lower than "regular" D2. D2 is very hard to work with, expensive, downright malicious to abrasives, resistant to cutting and milling and metal fabrication. So it's usually used for extreme use knives. Old knife makers will tell you that It has a reputation of holding an edge forever, and being impossible to sharpen. The reputation is well deserved. Most people cannot sharpen D2 in the field, or without diamond abrasives or motorized equipment. One of the seldom mentioned properties of D2 is very high depth of hardening and stability of shape. In the AISI Service Properties details, D2 is designated at the top of the scale for these properties, so intricate shapes can be created and maintained, although D2's machinability is very difficult and that creates additional expense. Sizes are also limited and the steel is very expensive. Want to know more about D2? Try this special page. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
CPMS30V, CPMS60V, CPMS90V
(sometimes called
S30V, S60V, S90V, 440V): There is a major knife manufacturer who claims right here on the internet
that "S30V is the only steel designed just for knife blades." This is a total lie. It's typical
of how these sites hype steel while making a lousy, cheap knife
overall (see
Pop Steels above). I invite you to contact Crucible Industries,
LLC., who makes this
steel and their engineers will tell you (as they have told me) that knife blades account for less than 1% of their sales.
They will also tell you that these CPM steels were designed and
mainly used for plastic injection die molding machines. Knifemakers
started using these steels because we are always looking for good blade
steels.
CPM stands for Crucible Particle Metallurgy designated by
Crucible Industries and means
that the steel components and alloys are mixed and inserted in
powdered form into a die, and the steel billet is formed under
tremendous heat and pressure, similar to sintering and fusing of metallic
components. Then, the steel is processed and rolled and milled like
all other steels. This allows an even distribution of alloy elements that
might not be possible by traditional methods. The 30, 60, and 90
designations refer to approximately 3% and 6% and 9% of vanadium in
the alloy. Vanadium is used to contribute to the refinement of the
carbide structure, creating a large amount of wear-resistant
vanadium carbides. Vanadium has a very strong tendency to form a hard carbide, which
improves both the hardness and the wear properties of these steels.
However, a large amount of vanadium makes the grinding of the tool
steel very difficult. These steels will eat up grinding and
finishing belts at three times the rate of 440c, and are much more
expensive. The downside is that the price of machining is high, the
price of the material is high, and the availability of sizes are
limited. These steels, when properly hardened and tempered do create
a tough, very wear-resistant blade, markedly more
wear-resistant than than
440C. But they are not as tough (resistant to breakage) as 440C.
This is important because microscopic fracturing can occur at the
cutting edge which will present as a dull blade, but this occurs usually
due to impact or overheating when sharpening. Sharpening should be done
with diamond, by hand, and the edge must not be too thin so that it
remains durable. So wear-resistant are these steels that sharpening is
extremely difficult without motorized equipment and if done so,
overheating must be avoided. Sharpening may also
take many steps to achieve a very fine edge, so they're not
practical for knife users who might need to sharpen these steels in
the field who do not have good experience sharpening knives. For the
ultimate in wear resistance, CPMS90V is unsurpassed, with 9 percent
vanadium and 2.3 percent carbon with 14 percent chromium, the carbides
are so plentiful in this steel that even tempered pieces can dull a
solid carbide drill or reamer!
One of the main and seldom talked about (elephant
in the living room) issues is the inability of these high vanadium
versions to be highly finished.
Since most makers just rough-grind and hand-sand along the blade
length, it doesn't matter, but that is not how a fine investment
grade knife is made. None of these high vanadium stainless steels
can be mirror finished to any reasonable degree of economy or repeatability. When they are
brought up to fine finish and polishing, the finish smears, fogs,
and skids (polishing terms), and brings out waves of uneven texture.
Frankly, these steels are best left sanded or media (bead, abrasive) blasted. When a
steel is media blasted or left in a satin finished condition, it is not
as corrosion-resistant as a mirror finish by any means or measure, so a
good coating of wax can help. The
interest in these steels is valid, until a client asks for one
to be mirror finished for investment value and high corrosion
resistance. I do use these steels, but they are not my most
popular because of these issues. An interesting thing to consider
is that manufacturers claim that CPMS30V is more corrosion-resistant
than 440C. This is doubtful and typical of data represented by "comparagraphs,"
the bane of steel data sheet advertising. Curiously, this claim suggests
or assumes that both steels have the same
finish. Since S30V, S60V, and S90V can not be mirror finished, there
is no way that in a bead-blasted or rough satin finish they are more
corrosion-resistant than a fine mirror finish on 440C. Read why
below. These high vanadium
steels can be etched with special
mordents and pickles to
achieve some interesting artistic finishes. CPMS60V manufacturing
has been cancelled, so any available stock in it is older.
These steels are very expensive to purchase and work, and sizes are
limited. More about these pesky specifics on my
Heat Treating and Cryogenic Treatment of Knife Blades page.
CTS-XHP (CTS™XHP): This is a great steel by Carpenter, one that I'm using more and more. It has high carbon, high chromium, and high molybdenum, and add to that
the powder metal technology, and you've got a great high performance steel,
when properly hardened, tempered, and processed. It's extremely
wear-resistant, very tough, and highly corrosion-resistant. But like all steels,
there are limitations. CTS-XHP is not quite as corrosion-resistant as 440C, probably due to the higher carbon content and a bit lower chromium content,
but is more wear-resistant than 440C. So if corrosion
resistance is the major consideration, 440C and N360 have it beat. But these are very small considerations; I doubt most knife users would realize a difference between
the two. CTS-XHP is extremely wear-resistant, probably the highest wear resistance of any stainless steel
that will require high toughness and an excellent finish. CPM S30V and
90V have greater wear resistance, but can not be mirror finished and are
not as tough. While Carpenter compares CTS-XHP to D2, this is probably an exaggeration,
typical of
data sheets and white papers.
CTS-XHP does not quite have the toughness of ATS-34 and CPM-154CM, but it's close.
In their data sheet, they refer to "refrigeration," which is not
standard terminology, and the suggested shallow cryo soak is only an
hour, which is flatly inadequate. This is an example of the data sheet
simply being a guide, and the maker then being responsible for bringing out the
best in these steels. More about that on my
Heat Treating and Cryogenic Treatment of Knife Blades page. The wonderful thing about CTS-XHP is that it's an extremely high alloy hypereutectoid steel that is made by powder metal technology, and it takes an absolutely gorgeous
finish. It's hard, it's very tough, it's beautiful. This steel is hard to beat when a blade needs to be extremely
wear-resistant, stainless steel, with high toughness
and high beauty.
Some of the limitations of this steel are that it's not always available in large sizes and wide widths, it's an expensive steel, and more expensive to process, grind
and handle. I'll probably build a dedicated page to this steel in the future; it's a definite performer!
Sad News! In March of 2020 a news article from
FastMarkets claimed "Carpenter Technology intends to close two domestic powder metal production facilities and exit its downstream oil and gas business to preserve liquidity during the Covid-19 pandemic, the company said in an earnings report."
This ended up laying off over 200 workers, and made this steel hard to
find and old stocks are then ridiculously high priced. I do have some of
this stock of fine steel left, but sourcing sizes has been difficult if
not impossible. Hopefully, they will get back into production soon!
N360 (Böhler N360 ISOEXTRA®), made by the Austrian based firm of Böhler-Uddeholm, is a nitrogen stainless steel, and is an incredibly corrosion-resistant tool steel. This steel is a unique one, an ultramodern, premium, super-clean refined steel, designed for high hardness and wear resistance and incredible corrosion resistance. Most martensitic stainless steels (440C, ATS-34, CPM154CM, S30V, S35VN) can corrode in long term exposure to marine environments, or if left wet for prolonged periods (days), so dive knives are often made with metals that have high corrosion resistance like titanium and austenitic stainless steels. Both titanium and austenitic stainless steels are soft at their highest possible hardness, dozens of times softer than a knife blade should be. This is fine for scraping around a coral bed or occasionally cutting some monofilament, but titanium and austenitic stainless steels are not hard and tough enough for combat duty. They simply will not hold an edge, and are relatively pliable and weak. Böhler, a German foundry, has developed N360 with a totally refined processing method. This approach results in an incredibly corrosion-resistant tool steel, a true tool steel, that is hard and tough and durable with extremely high corrosion resistance not found in other stainless steels, even in high chromium 440C. Simply put, this steel has the highest corrosion resistance currently available for a functional, durable, and reliable knife blade, a knife blade exposed to marine or salt water environments, while being very hard, and tough. It's quite a process to make this steel, starting with VIM technology. VIM is Vacuum Induction Melting, or melting from purified electrodes in a vacuum environment, so no critical contaminants or harmful oxygen are present, resulting in a very clean steel. This is a common practice for some of the modern, ultra-refined alloys, but that's just the start. Then, the steel is processed with ESR-P. ESR-P is Electro Slag Remelting under Pressure. This means that the the purified electrodes produced by VIM are remelted in a highly purified and clean environment, through the slag, and under several atmospheres of high pressure nitrogen. This improves the cleanliness and microstructure of the steel, minimizing segregation, controlling solidification, and producing a unique high-nitrogen specialty alloy with great mechanical properties. Without going into detail, the nitrogen takes the place of the carbon in the crystalline structure, so carbon in this steel is very low. What this means to the knife maker and user is that the corrosion resistance of this steel is phenomenal. It's more corrosion-resistant than 440C, and even 440B and 440A! It takes and holds a beautiful mirror polish, further increasing the corrosion resistance, and can be passivated for complete exposure protection in critical dive knives. This is not a steel for the common diver; it's reasonable that typically 440C will perform nicely if the gear is dried and stored after use. This steel is for superior performance under brutal corrosive environments, and that is why I use it on my counterterrorism dive knives, knives that are expected to perform in combat, under salt water, and maintain the sharpest and most durable cutting edges and points. The drawback to this steel is the high cost and limited sizes, and my hope is that in time, foundries will make available a wider, thicker stock at a reasonable price. Definitely a specialized performer for specialized applications.
N690 (Böhler) is a steel made by the Austrian based firm of Böhler-Uddeholm. It's a cobalt-containing alloy and at first glance seems like a great choice for alloy concentration and make-up. It has about the same chromium as 440C, but less carbon, and additionally some vanadium and cobalt, so the direction of chemistry seems to be high wear resistance. The first limitation of this steel is a big one; N690 can not be mirror polished, by the company's own description, "there is a slight haze in the steel." This is typical of vanadium and cobalt-containing alloys. So this means that this particular steel has limitations in use. For instance, I wouldn't be able to use it for any mirror polished application, since it won't take a bright mirror polish. However, this goes beyond just appearance. The fact that it can't be mirror polished means that the corrosion resistance is diminished from what the company claims in comparisons to other stainless steels, since a high mirror finish inhibits corrosion to the highest degree possible. So N690 can only be compared to other steels that can not be mirror polished in this application. The addition of cobalt helps in wear resistance, and this is the main claim that B-U asserts in their documentation: high wear resistance. So, by logic, it must be compared to other steels in the same genre: high chromium stainless steels that can't be mirror polished, that are extremely wear-resistant. The comparison steels would then be CPMS30V and CPMS90V. From what I can determine, N690 does not have quite the wear resistance of CPMS30V, though I haven't tested that myself, so all claims are subjective. I do know that N690 is not a powder metal technology steel, so it won't have, by process and physics, the extremely fine distribution of alloy elements that CPMS30V does. Since N690 is conventionally produced, I would be hard-pressed to replace my CPMS30V with it; the performance would have to be incredibly better, and I don't see that. You might think that the N690 may have high temperature resistance properties because of the cobalt in the alloy, but the heat treating process description does not indicate that. In fact the tempering happens at 210°F to 390°F and that is just above boiling water! Finally, and most importantly, cobalt in tool steels always raise a red flag. Cobalt is a known and significant hazard and carcinogen in micro-particles, and accumulates in the environment and body. It cannot be destroyed. Absolutely NOT Food Contact Safe. Extensive safety precautions have to be taken when grinding cobalt alloys because of toxicity. Why introduce this into my environment? Worse, why would I introduce this carcinogenic material into my client's life? After all, my client would eventually have to sharpen this blade, and this is the danger. If you didn't click on the link above about cobalt, please take the time to learn more about this issue. I would only use this steel if the superiority of of its performance was extreme (and it didn't contain cobalt), and this is clearly not the case. If a client wants a non-mirror polished, extremely wear-resistant blade, I would suggest CPMS30V or unbelievable wear resistance of CPMS90V. He'll curse me every time he tries to sharpen it, but that won't be very often! And he won't have any micro-particles of carcinogenic cobalt coming off of his sharpening stone to deal with, either. Don't use cobalt-bearing steels for knife blades! There are better performers that don't contain carcinogens! MORE
NOTE! Some people have written me claiming their knives are mirror polished, and they are N690. They have even included photos. In these photos, you can see a reflection, but, like Böhler claims on their own information about their steel, the finish is hazy. One man's idea of a mirror is not another's. There is an actual scale of finish that is available to machinists, called surface roughness, and it encompasses a large scale of surface texture with a wide range of overlapping values. Typically, if there is a haze in the finish, it's not considered a bright or mirror polish. Again, Böhler even claims this on their own data about N690.
VG-10 is a steel made by Takefu in Japan. It's touted as being a great knife steel, particularly for chef's knives. There are some critical issues with this steel, making it wholly unsuited for chef's knives, and for any knife for that matter. Proponents of this steel will hate me for revealing this, but after you read about this steel, it will be clear to you why you should NEVER want a knife made of VG-10 in your kitchen or anywhere else!
First, let's just look at the components of VG-10 to distinguish the alloy. It's got one percent of carbon, not a particularly high amount, and actually less than 440C which has up to 1.25%. It's got one percent of molybdenum, which is good, and 2% of vanadium. The vanadium helps form vanadium carbides, which are extremely wear-resistant, but the amount falls significantly short of the 3% available in CPM S30V. These percentages may seem small, but when you consider the elements by weight, know that CPM S30V has 50% more vanadium, making it very wear resistant. So if you wanted a higher wear-resistance blade, CPM S30V would be the better choice.
Second, VG-10 doesn't have a lot of chromium, so it absolutely requires an elaborate deep cryogenic processing for its best performance. More importantly, this advanced processing is required in order for this steel to be Food Contact Safe as detailed in this section.
Third and the most importantly, VG-10 contains 1.5% cobalt. Cobalt is a known and proven carcinogen. Sharpening this steel creates swarf (the powdered metal that was the blade). Swarf is a direct route to cobalt ingestion, and this is why official organizations and entities have labeled cobalt dangerous to people who use and sharpen blades. Plenty of knifemakers, knife hobbyists, and knife enthusiasts claim that the danger is an exaggeration, but I'd rather default to the actual health and safety professionals for this serious issue, not some anonymous factory knife "collectors" posting on forums and bulletin boards.
Please, please, if you value your family's health, read about cobalt and the findings on my Food Safety and Kitchen Knives page at this link. Don't bother writing to me complaining that you don't agree; instead write to the Centers for Disease Control (CDC), the American Cancer Society, and NIOSH to insist they change their findings about cobalt.
Why would you expose yourself, your food, and your family to a cobalt-containing knife blade when there are so many better alternatives? Want excellent steel that has extremely highly corrosion resistance, wear resistance, and toughness? Try 440C, with proper extended deep cryogenic treatment. Require extreme toughness? Try ATS-34 or CPM 154CM. Need advanced wear resistance? Try CPM S30V or CPM S90V. There is no reason that VG-10 is necessary for knife blade use, since no studies or findings have revealed any superior performance aspect of this steel that makes having a carcinogenic exposure necessary in your kitchen! This steel is not, after all, a superior performer, no matter what you may read from advertisers (who won't mention the cobalt). Be smart; pick a steel that is safe.
L6 is a low alloy special purpose tool steel that I get asked about periodically. It's most frequently used on saw blades and in blanking, forming and trimming dies and feed rollers where toughness and resistance to shock loads must prevail over wear resistance. Toughness is resistance to breakage or fracture. So, you can imagine that a band saw which has to flex a lot would need to be tough. It has some applications in cutlery where that toughness is needed. Unfortunately, it has no corrosion resistance and quickly and easily rusts. So there is a large and looming problem here. Knives that require toughness, like fillet knives or knives that must spring and bend (e.g. kitchen cutlery) would do well to have the toughness of L6, but it rusts so easily that it is not a good selection for this purpose. Absolutely NOT Food Contact Safe. Most modern knives have some corrosion resistance, and most knife owners insist on high wear resistance (usually higher hardness overall) so the use of L6 is limited. If I have to use a steel that can rust in a knife application, or must be blued, I usually opt for O-1 because it has tungsten and vanadium and has a greater hardenability and wear resistance than L6. For flexibility with high corrosion resistance, 440C is a much better selection, when tempered back for increased toughness and limited flexibility. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
CTS-40CP (CTS™40CP) (UNS 44004): This is powder metal technology 440C. Carpenter makes and sells this steel, and it's a good one, but has some limitations that currently prevent me from using it. While high in carbon, it's not quite as high carbon as 440C, so there will be relatively slightly reduced martensite and carbides overall. It has 16-18 percent chromium (a rather large variation in the specs that is a bit suspect), but let's just say it has as much chromium as 440C. It has a lot of manganese almost twice the amount in 440C, and this is not necessarily a good thing. Manganese is included in steels to reduce brittleness and improve forgeability, making the steel more ductile. Ductility is not desired in most knife blades. It does have more molybdenum than 440C, which is a good thing, since molybdenum makes the steel tougher and adds to molybdenum carbides, which are beneficial. There are several mild issues with this steel for me, and this means that I have better steels to serve the purpose, so I don't quite know what the advantage is in knife blades. The steel is very, very close to the alloy content of 440C, and technically by specification and UNS system, it is powder metal technology version of 440C. Carpenter avoids mentioning this on their data sheet, but if you've read my "Heat Treating and Cryogenic Processing of Knife Blade Steels" page, you'll know that these white papers are more advertising documents then harsh specification realities. It's possible that Carpenter knows of the bad rap that knifemakers give 440C, and don't want to mention it, especially since Carpenter claims on their data sheet that the steel is made for "specialty knife blade applications." Why wouldn't they just out and out claim that this is powder metal 440C? They include the UNS specification of 44004, which is exactly 440C. They would probably get more business from the part of the knife trade that appreciates 440C if they did this! Additional curiosities are that they recommend passivation after hardening and tempering, which is strange, since 440C is about the most corrosion-resistant knife blade steel made, only surpassed by N360, at least in the hard and wear-resistant martensitic stainless steels commonly used in the knife blade field. Another curious thing is the relatively low tempering temperature. With proper processing (using cryogenics) 440C has a much higher tempering temperature set, and a mere 300 degrees Fahrenheit can affect the temper of CTS-40CP. Of course, this could be the case if this steel was conventionally heat treated without cryogenics. However, Carpenter recommends cold processing, calling it "refrigeration" on their data sheet, which is a rather weak and non-specific word (and not the standard terminology) that I've not seen any other steel firm use. They also do not recommend CTS-40CP for salt spray exposure, something that regular old 440C handles well. So here's the rundown: If I want a hard, tough, 440C that is highly corrosion-resistant, I'll use 440C. If I want a tougher blade (with more molybdenum) I'll use ATS-34. If I want a high tech powder metal technology martensitic stainless steel that is is a bit less corrosion-resistant and very wear-resistant, I'll use Carpenter's CTS™XHP. If I want more toughness in a powder metal technology steel, I'll use CPM-154CM. There just really isn't any slot for CTS-40CP in the lineup that can't be filled with a bit better steel. Of course, Carpenter does not specify what happens in deep cryo, or with thermal cycling, or modifications to their standard treatment, so I may try it in the future, since I like to experiment! You've got to remember that these steel companies don't really want you to know how to treat their steel for a two to four times improvement in wear resistance, or they will sell less volume of the steel overall!
AEB-L (13C26, 14C28N): This is
the same as 420D, a very poor knife steel indeed! A low
carbon, medium chromium common, cheap, and poor-performing stainless
steel. What? You read on a knife forum how great this
steel was? How it was a fine steel for knives? This is typical of forum
postings by knifemakers who push their lower alloy steel types, while
claiming some advantage that doesn't exist. I wish it were not so, but
this is a frequent and common practice, and it's time it was stopped in
our profession. This steel and others like it (420 SS) are the very same steels
that have given stainless steel knife blades such a bad reputation over
the last several decades. Despite this, knifemakers continue to use
this poor, low alloy, low carbon stainless steel and toot about its
great properties! Truly sad, that so many makers have yet to progress
beyond this poor performer. It does have some uses, in the
pattern-welded decor damascus field, and these are detailed below-
To
understand this steel's extremely limited wear resistance and properties, know
that this is a stainless razor blade strip steel
made by Uddeholm. The other two trade names are for Sandvik (13C26
and 14C28N), and are essentially the same steel. This same steel is
made by other names in many other countries (Japan, India, China and
others). Its designations are EN: 1.4037, DIN: X65Cr13, Hitachi Gin 5, and also 6Cr13. It's made for razor blades. Razors.
If you've used a razor blade, then you are familiar with this common,
old alloy.
This is not a new steel; the original patent was in 1928! It's not
designed as a hand-knife steel, but just like others I list here and below, there are some
pros and cons.
Understand that this is a
hypoeutectoid steel; it has only 0.67 percent carbon. This is a relatively
low carbon content. It's medium in chromium content (13%) so it has good stain
resistance. So it's a low carbon, medium chromium martensitic stainless steel. There
is at least one internet resource that compares AEB-L to 440B, which is
totally wrong, woefully ignorant, and not even close! This
is a lesser steel alloy than 440A! At least in 440A, there is much more
chromium and some molybdenum! There are so many better steels on the
market for uniform, homogeneous, and isotropic knife blades. If you want a good stainless steel with
extremely good wear resistance, why not choose 440C which has 1.25%
carbon (twice the carbon) and 18% chromium (one-third more chromium)?
440C also contains molybdenum, a strong carbide former. 440C is tremendously more wear-resistant and much more
corrosion-resistant. Knifemakers are using AEB-L because it's cheaper, and easier to make a knife with.
The manufacturer of this steel intends it to be easy to blank (die
press, cutting out with metal dies), easy to shape, easy to grind, and
easy to heat treat. Since it is technically a "strip steel," it's
furnished in clean, smooth, uniform rolls or strips and that means
little flat grinding is necessary. Flat grinding is the modern bane of
knifemaking, and I detail some of the issues and problems about flat
grinding on my "Food Safety and Kitchen Knives" page
at this bookmark.
The good part about AEB-L is that it can be hand-forged, since it's
a low alloy, low carbon steel. This means
it's a popular steel for damascus pattern-welded blades, where it's
hand-forged and layered with another stainless steel to make stainless
steel damascus. In hand-forging this steel, there is undoubtedly some decarburizing
and lessening of the alloy, but pattern-welded damascus is not made for
wear resistance or longevity; it's made for looks, and in stainless
damascus, it can look great. It's important to understand that
by pattern welding AEB-L with 302 stainless steel, diffusion will create
an even lower carbon content in the AEB-L, limiting its performance
somewhat. The manufacturer of AEB-L insists that "no decarburization
is allowed," and this explains how simply hand-forging can detrimentally
affect the steel, lowering the already low carbon, thus lessening the
properties of the steel.
However, it does make a very nice looking stainless damascus
pattern-welded steel, and if you're set on stainless damascus, this is
probably one of the best options. Don't expect it to perform as well as
the hypereutectoid high alloys like 440C, ATS-34, or the powder metal
technology group, but for pattern-welded damascus it can be okay as
a decorative steel choice. I
believe that this is the only reason to use it, as by itself,
it's a marginal knife steel. By the way, for the maximum performance of this steel, it has to
be cryogenically treated, including very long (30 hours or more)
cryogenic aging. Knifemakers seldom mention or address this, and
that does this steel a great disservice. When I do use it, it's all cryogenically treated for
its best possible condition. More about these pesky specifics on my
Heat Treating and Cryogenic Treatment of Knife Blades page. If
you want to see some truly misleading comments about AEB-L, please look
over this section on my Heat Treating page:
AEB-L and Different Carbides as a Selling Point.
19C27: To understand this steel's wear resistance and longevity properties, know that this is a box cutter steel is made by Sandvik, and is a substantial upgrade from AEB-L. In essence, it's AEB-L (or Sandvik's 13C26) with about a third more carbon (0.95%), making this a hypereutectoid medium chromium alloy stainless steel. Sandvik's own data sheet says that this is a steel made for box cutters; cutting cardboard, paper, fiber, and plastic. The issue with this as a knife steel is that although it's much better than AEB-L, it has the same limitations: mainly, it's far inferior to 440B, and 440C. Although it has the same amount of carbon as 440B, it has much less chromium and no molybdenum, so chromium carbides are less in 19C27, and there are no molybdenum carbides at all. One might suggest that it's inferior to 440A because of the importance of those chromium and molybdenum carbides, but this steel was not designed as a high alloy. The good part about 19C27 is that guys can hand-forge it. This means it's a popular steel for stainless damascus pattern-welded blades, where it's hand-forged and layered with another stainless steel to make stainless steel damascus. In hand-forging this steel, there is undoubtedly some decarburizing and lessening of the alloy, but pattern-welded damascus is not made for wear resistance or longevity; it's mainly made for looks. Just know that by pattern welding 19C27 with 302 or other austenitic stainless steel, diffusion will create an even lower carbon content in the 19C27, limiting its performance even more. But it makes a good looking stainless damascus, and I've used it before and will use it again for stainless steel damascus knife projects. I believe that this is the only reason to use it, as by itself, it's a marginal knife steel. A critical point is that Sandvik details a final retained austenite amount of 15%, which is a bit stunning (and large) and it must be cryogenically processed for maximum performance at that. Sandvik also recommends aggressive thermal cycling and conditioning, and it's doubtful that most pattern-welded blades are processed this way due to internal stresses at steel weld boundaries, but Sandvik is only recommending this aggressive processing for homogeneous, isotropic blades. When I use it for stainless damascus blades, I actually do a deep cryogenic processing with long (30+ hours) cryogenic soak and aging with deep thermal cycling between tempers. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page. When someone wants a stainless steel damascus blade, this is hard to beat, particularly if forged over a core of D2. Again, some loss of carbon in the D2 happens, but since D2 has so much, it still makes a great performing blade.
15N20 (Generic 8670) is a steel made by the Austrian based firm of Böhler-Uddeholm. You'll see it mentioned and used a lot in the knifemaking community, which is a bit sad, since, by itself in a monolithic uniform structure, it is an low performer overall. It does have some use in pattern-welded damascus blades, where appearance is more important than performance. Böhler doesn't even list it in their "Knife Applications" section of their PDF white papers. Why? Because this is a strip valve steel. Yes, the main and desired application of this steel is to make valves for compressors. It's also used to make reed valves, relief valves, explosion valves, flapper valves, check valves, diaphragms, and lamellas, used in industrial air compressors, brake systems, heat pumps, air conditioning equipment, vacuum pumps, refrigerators and freezers, and anywhere little pieces of metal need to move a lot. Know that this is a strip steel, a steel made by cold rolling, where the hot steel is simply rolled over and over to desired and often precision thickness. Then, it is machined either by stamping or even photochemical milling into a thin valve component, usually for compressors, where it is thin (strip, remember?) that is made to flex and/or move over and over again in reed valves and disc valves. So the advantage of this steel is that it is a spring, made to flex over and over and over. It is not designed to be wear-resistant, not near as much as the higher alloy steels, but is designed to be very flexible with only moderate wear resistance. It has 0.75% carbon, so is a hypoeutectoid steel, and it has a lot of nickel (2%). The nickel is there as an austenite stabilizer, which lowers the transformation temperatures and adds ductility. Heavy martensite formation in 15N20 would be a problem, as martensite is hard and brittle, so you wouldn't want much of it in a compressor spring valve that was expected to flex thousands of times. This is why Böhler claims it creates a "fine grained homogeneous structure of martensite" throughout. The steel can't be made to create abundance of wear-resistant structures (like carbides which are not even mentioned) because of the high nickel content. Nickel lowers the austenite temperature, and enough nickel can make austenite stable at room temperature. This is great for an austenitic stainless steel (like 304) because the softer, tough austenite is not metastable. But austenite is not a structure you want for a knife blade, which must remain hard and stable for an extremely wear-resistant cutting edge. These companies don't like to mention austenite, only martensite since that's the desirable allotrope. A huge advantage of this steel is that it is flexible, so would made a great bandsaw blade, as long as it doesn't have to cut through hard materials. Like L6, it can flex over and over without work-hardening and being brittle, but this is not what constitutes high performance in a hand knife blade. Like L6, it is not corrosion-resistant at all, and will rust at the first opportunity in open air. Absolutely NOT Food Contact Safe. Why use it for a knife? I wouldn't as a stand-alone steel because there are so much better materials out there. Some knifemakers use it because being hypoeutectoid, it is easy to hammer-forge and hammer weld. It's commonly used to hand-forge into a damascus blade. It can be easily welded with 1085 or 1095, and because it contains 2% nickel, etching of the blade reveals a heavy noticeable pattern. The carbon steel (1085 or 1095) is etched away at a higher rate than the 15N20, and cold bluing solutions darken the carbon steels more than the 15N20 because of the nickel, and so a good visual contrast is achieved. So the only reason to use this steel is in pattern-welded damascus blades, where a lower performance is acceptable and appearance of a pretty looking blade is more important than durability, toughness, wear resistance, or performance overall. If I use it, it's because of this desired appearance, and not because of performance. And 15N20 should never be used by itself, as it only makes a medium to low-performance blade. It is a lesser performer than 1095 or 5160, and can't even be compared to an alloy steel like O1. So, for damascus it's okay, but for homogeneous blades that need to be blued to prevent corrosion, choose O1 as the best performer, followed by 5160, then 1095, then 1085, with 15N20 at the bottom of the list.
80CrV2 is as about "middle of the road" as a knife steel can be. Its carbon content is right at the eutectic point, 0.80 percent. This is the dividing line where more carbon would mean a high carbon steel, and less carbon would mean a low carbon steel. Simple enough, this is a medium carbon steel. To this medium carbon steel the foundry has added 0.5% of chromium. This will not make the steel stain resistant in any way; it's there to make the steel a bit more durable than 1080 plain carbon steel. This is about the same amount of carbon that's in 5160 steel, and a lot less than 52100 low alloy steel. The 0.20% vanadium helps make some vanadium carbides to increase wear resistance but the amount is nothing to write home about. This is a good steel if you're looking for an inexpensive, low alloy steel that can be pretty average in performance, leaving it fairly easy to sharpen and with good, medium wear characteristics. Because it's a medium carbon steel, it's not especially difficult to work with, so seems to be the choice in "plain" tactical knives or "field" working knives. It is not stain resistant in any way, and must be waxed, oiled, kept dry, and coddled; it will flat-out rust at the first opportunity. So, of course, it's NOT food contact safe. Why would anyone choose this steel? I suppose as a maker, I would choose it if I wanted to make a very cheap (inexpensive) knife that wasn't hard to machine, grind, and finish. But why would I do that when I could go just a little further and get 52100, which has quite a bit more chromium and thus more chromium carbides? I suppose it's the vanadium. There are a lot of steels nowadays containing just a few tenths of a percent of vanadium; they are everywhere. But have any of them swept the market to claim dominance over high carbon, high alloy stainless tool steels? Of course not. By the way, in order for the proper development of full carbide structure and martensitic conversion of this steel, it must be cryogenically treated, and that's not often done, particularly in the small shop. In fact, you'll see the same treatment recommendation as with plain carbon steels; heat and quench in oil. That's unfinished steel, and after all these decades of knowledge about steel treatment, we ought to be doing better. But many knives are made on the cheap, so this would be a fair choice for that.
Vanax is a steel made by Uddeholm. Sounds like a distant planet in a strange system, and I've been asked why I don't use it. After all, the name is cool, like kirinite or valox, so why not? Well, despite the manufacturer's crowing about its properties, it doesn't appear to be a great steel. Why? Their own claim is that it's "strong" and "stainless." Okay, if you've been following along about steels, any steel with more than 10 or so percent of chromium is classified as a stainless steel. And, if you know about stainless steels, you know that the more carbon you add to a stainless, the more difficult it is to resist corrosion. So an austenitic steel (like 304) is incredibly corrosion resistant, since it has nearly no carbon (0.08%). So, high chromium and low carbon and you get a pretty corrosion resistant hunk of metal. But you pay for that, too, in things like wear resistance. It's funny, Uddeholm comments say things like, "Combining the corrosion resistance of austenitic stainless steel such as AISI 316L, with a hardness of 60 HRC and the wear resistance of a cold work tool steel, opens up new opportunities." Let's break this down. Sure, it's corrosion resistant, because it has lots of chromium (18%) with very little carbon 0.3%. This is sad, 0.3% is at the bottom of low carbon steels, so I don't expect a lot of martensite (the most important wear-resistant structure in steel) will be created. But, it has a lot of vanadium (3.5%), so you might expect it to form a lot of vanadium carbides. But all in all, even with that, they can only get this steel to 60 HRC hardness. That's not very hard in knives. And cold work tool steels can be an entire range of hardness; including not so hard. For instance, you wouldn't want a cold work tool steel chisel to be very hard and brittle; it will break. But you can definitely get cold work tool steels harder than HRC 60, so what are they talking about? So much nonsense in steel advertising... And toughness? Forget it. It's not even close to the toughness of precipitation-hardening steels. So what this steel is useful for is clearly NOT knives. Uddeholm drafts a "comparagraph" about the properties of their steel that is both non-specific and discouraging. They claim "40%" factor of toughness, where P20 low alloy mold steel rates at "80%". But they don't say what the 40%-80% is actually measuring. This is more advertising fluff from these companies, and I've seen this for decades. Strictly for the sales pitch. Anyway, if I want a highly corrosion resistant stainless steel that is hard, wear resistant, and very tough, I'd choose plain old 440C first. When properly cryogenically treated, its corrosion resistance and wear resistance is extremely good. For greater toughness, I'd choose ATS-34 or CPM 154CM. If I wanted even more "good stuff" in the steel for wear resistance and toughness (with a very small loss of corrosion resistance), I'd choose CTS-XHP. I really don't see the need for a souped-up version of austenitic stainless steel, which is what this steel appears to be. Not a good knife blade at all, but perhaps useful for a highly corrosion-resistant dive knife. Except you could go with titanium there, and add a couple thousand "percent" on their toughness scale.
MagnaCut is another recent invention, claiming to be the very best steel possible for knives. The NEWEST steel, the be-all end-all answer to steel needs for knives. Okay,
I've seen
this
hype stuff for years, and there are a lot of truly good steels, high alloy steels, and powder metal
technology steels that come and go. I still remember 440V and CPM
S60V... and they are gone, but that's no matter, and this appears to be another try.
IF THIS STEEL WERE THE ANSWER TO ALL CUTTING EDGES, IT WOULD SWEEP THE
INDUSTRY AND DISPLACE ALL OTHER (INFERIOR) STEELS. What are those
steels? D2, V2, M2, Black Nitride Coated versions, M3, M42, and PM M4,
PM 23, and PM 60 and so many more. And... I'm waiting for this to
happen...still waiting... waiting some more...
You might wonder why I don't use these steels and it's because they
are similar in composition to Magnacut, in that they are high speed
steels, with cobalt and tungsten, and can only reach their full
potential at high hardness brought on by secondary hardening which
results in extremely low toughness. This has been tried over and over
and over; high speed steels are the wrong application for a knife blade,
since knife blades need to be very tough and fracture-resistant.
This steel composition has very little chromium in it 10-12% which,
if on the low side (10%), it is not stainless steel, and it will rust
with exposure to water. If it's on the high side (12%), it is stainless,
but barely, and in the range of D2. My first question is, "Which is it?"
What is the composition exactly? In any case it's claimed that less
chromium makes it "more stainless?" What? Please change all the
textbooks as to what constitutes stainless steel and what does not.
Other steel manufacturers and foundries list the exact composition,
but the sources I've seen on this steel give only generalizations,
varying each component element by 2% and that's a lot! I don't know of
any foundry that describes tool steels with such a wide variation of
components. Most of them actually classify by tenths or hundredths of a
percent. How could you even test this steel, not knowing the exact
composition? The positive claims come from a
comparagraph, so it's got to be true, right?
Gosh, this type of generalized, non-specific advertising has gone on for
decades in this field, and it really gets old. This bar is higher than
that bar, this line is lower here, and the manufacturer of this steel
doesn't even list an accurate cryogenic processing guide of this steel's
heat treatment! They claim on their own white sheet, "A freezer treatment at -10°F (-23°C) has no effect unless
performed directly after the quench with no delay." What the heck are they talking about? Putting the steel in the bottom drawer of your refrigerator rightly next to your ice cream?
To a professional heat treater (I am), this is ludicrous coming from the
company who sells this stuff. Heck, a good cryogenic treatment might
mean this steel actually could perform better than any other, but you'll
never find that out from the foundry!
Why? First, they know that the guys that swallow these comparagraphs
only have a food refrigerator-freezer to do their "treatment" in, and
second, they don't want their steel to have too much longevity, because
they'll never sell enough of it. Best to leave out the detailed
cryogenic treatment information, and just come up with a deepfreeze
blade that holds an edge a bit longer than the next knife...In any case,
this is just one of the latest pop steels (my gosh, in my 40 year career
I've seen so many) and I think I'll just wait out the next best steel
that actually only requires an ice pack next to a cold beer to become
fully "treated." Sigh...
Just so you know, all of these steels MUST HAVE
DEEP CRYOGENIC TREATMENT to reach their full potential, and I seem to be
the only guy bringing that up. And Crucible steel does chart a liquid
nitrogen quenching, but they don't tell you how long, or how fast or
slow to get there, or how many times it needs to happen, or anything
else but a generalized information chart about "cold treatments." And
what do you get with a cryogenic "cold treatment?" 62 Rockwell, barely
file-hard. Not too encouraging; I wonder what their process is? Nobody
asks a career heat treater and knifemaker, just some punks that work in
the advertising department and juggle computer programs to invent new
comparagraphs.
Look this steel up and you'll see lots of bold claims, and
comparisons to the plain carbon steel 1095, which is not much of a
comparison since 1095 is a plain carbon steel and Magnacut is a high
alloy steel.
The big red flag. Magnacut contains a high dosage of cobalt
(8-10%!), listed
as a possible
human carcinogen by the IARC,
NIOSH, and the American Cancer Society. The IARC claims that the
exposure risk is increased when combined with tungsten, and (of course)
Magnacut contains 1.5% (or 2%-which is it?) of tungsten. Why would you
saddle a client with a possible carcinogen, when there are many other
steels out there that the IARC does not list as carcinogenic? Why?
Sure, cobalt is very useful, but is typically used in high speed steels
where high temperature hardness is maintained, something a knife blade
never sees. In order to develop this high hardness heat and wear
resistance, tungsten-cobalt steels have to be heat treated and tempered
in the higher secondary hardening range, something knifemakers never do,
because if treated this way, these steels are brittle.
One more thing; you'll see the same tired, hackneyed claim that
this steel has "excellent edge retention," yet is "relatively easy to
sharpen." These two statements
are in direct conflict. Sharpening is wearing down of steel (at the
cutting edge) and if a blade is easy to sharpen, it's not very wear
resistant. If it's highly wear resistant, it is then difficult to
sharpen. Why do so many so-called knife experts miss this?
And another point: what is the finish potential of this
steel? From the component set, I'll wager that you can't mirror polish
this steel so you're stuck with a flat finished or scratch-sanded blade.
Not that there's anything wrong with that "utility" finish but it's just
not the preferred thing for a high alloy, master creation worthy of
collection or investment value. But it would be okay to have that flat
finish on a working knife.
Look, this may be a good steel, but next week a new one will be
out, and I'm waiting for it. Rumors are it never has to be sharpened and
only costs $300 per inch. Plus, it vibrates at a magical frequency which
makes it cut faster! Just look at the comparagraph, that bar is waaay up
there!
Nitro V steel isn't much of a performer; it's a stainless steel that rates in performance lower than the box cutter steel 19C27. It's a hypoeutectoid steel, with less than 0.7% carbon, and that's low indeed. The only advantage of this steel is its relatively high corrosion resistance, due to the nitrogen content and 13 percent chromium. It has very little vanadium—less than 0.08% which could be considered an inconsequential trace amount—and no other substantial elements that would give this steel any advantage in any way. So why is it made and sold? Mostly, it's sold to beginning knifemakers, because it's simple to work. It's got plenty of manganese to help with that—which makes it easy on the maker for drilling, forging, and grinding. The company that sells this steel talks it up like some great performer, throwing out a heavy advertising hyperbole fusillade that sounds good, but can't erase the relatively low alloy content. Not a steel I would recommend for …anything!
ZDP-189 is a steel that hit the market with a big splash, and one of the major knife manufacturers has a lot of stock
invested in this steel's performance. Unfortunately, some serious lessons can be learned here, mainly, that
toughness of steel knife blades is just as importance as the hardness, and you
can push alloy content too far for practical knife blade use. In the case of this high alloy steel, toughness is absolutely
lacking, and Hitachi, who makes this steel, even admits this on their
data sheets, yet goes on to contradict itself claiming it has "good
toughness against chipping". This is typical of these
white papers which are essentially advertising documents. ZDP-189 has a large amount of carbon
(3%) which, on the face of it, sounds fantastic. This qualifies this steel as an
"ultra-high" carbon steel alloy, which means a special applications steel, and not best suited for knife blades. It also has
a lot of chromium (20%) which should mean extremely high corrosion resistance,
but this is not the case, because the high carbon means lower corrosion
resistance. If this steel is so great, why hasn't it caught on and
replaced all other performance steels? There's a simple reason, and it may help to read about steel alloy properties and responses
of treatment on my
Heat Treating and Cryogenic Treatment of Knife Blades page, but the gist of it is this: in ultra-high carbon steels, the steel
can be made so hard that it is extremely brittle. Toughness is just as
important a property in knife blades as hardness and wear resistance
because properly ground knife blades must be made very thin, and
extremely thin at the cutting edge in order to cut. So, no matter how
thick and strong the spine is, the spine will support a harder, more
brittle steel, but the cutting edge will not. This is the balance factor of
knifemaking; making a blade hard and wear-resistant, yet tough and
fracture resistant. On ZDP-189, the result of a blade (typically)
hardened and tempered to 66-69 HRC will mean a blade that easily and
frequently chips at the microscopic cutting edge, in fact, dulling. If
you do some basic research, you'll see that this is a common and
well-documented problem with this steel being used on knife blades, and
the company that uses it sells these knives for cheap. That is an
indicator of over-hyping selected steel properties, ignoring other steel
properties, in order to sell a new "pop" steel, which actually has lower
performance value. Another seldom mentioned problem with this steel is that it's extremely
heat sensitive, even after tempering, and can be tempered with boiling water! No kidding, blade
tempering takes place at 212°F to 300°F, and any elevated temperature of this steel
will ruin the temper. Since it's hard to sharpen, guys will put the blade against a machine sharpener
to do the job, and this will instantly overheat the cutting edge, ruining the temper. Not to mention
that this steel's temper can be ruined by being anywhere near a cooking device, and yet it's touted
for kitchen use... you can not get this steel warm; it ruins it!
Just know that both 440C and ATS-34 have dramatically higher toughness, even
at high hardness, and they don't chip, aren't brittle and are much
better steels for corrosion-resistant knife blades.
Oh, yes, and don't forget that even with ZDP-189's higher chromium, it's
less corrosion-resistant than 440C.
17-4PH is a precipitation hardening steel. To give you a broad idea of this steel, know that it's often called a "semi-austenitic" steel, which—for knives—is not a good thing, not at all. Though high in chromium at 17%, it's also high in copper and nickel. Copper and nickel are austenite stabilizers, and austenite is not what you want to see in any tool that must have significant wear resistance. For pure shock value, know that 17-4PH steel contains only 0.07% carbon, a tiny amount. For comparison, know that 440C contains over 1700% more carbon. 1700%! Though some sources call 17-4PH a "martensitic" steel, its martensite content is very low. When sources use the word martensitic, it's because they are usually comparing it to other precipitation hardening steels which are not martensitic. This steel can be hardened in only a very limited way, and there are many exaggerations of just how hard 17-4PH can get. Do some research and you'll find that many knife-related websites are claiming that the steel can reach a hardness of 55C Rockwell, yet the foundries that manufacture this steel do not make that claim. These exaggerations are quite common in the knifemaking and knife sales field. Precipitation hardening steels are not hardened and tempered in the typical way that tool steels are. Instead, 17-4PH and other precipitation steels are defined as having treatments to "H" conditions (H900, H925, H1025, H1075 . . . H1150). These conditions are derived from heating the steel to an accurate set temperature and holding it (usually for 4 hours) and then air quenching. This is one of the reasons that these steels are used in cheaper, manufactured knives, since they don't require an elaborate or expensive heat treating process, just "shake and bake (without the shake)" I won't go into the process of precipitation hardening, but these various treatments result in a steel that ranges in hardness from 31 to 45 (Rockwell C), according to the very foundries that make it. 45 HRC is what we in knifemaking call "butter soft." You can cut steels at this hardness with any standard file; this is softer than a wood saw, a sewing needle, or any cheap drill bit. What precipitation hardening steels do excel in is corrosion resistance. They are highly corrosion resistant, because of the high nickel and copper, along with the very low carbon. There is an easy way to think of precipitation hardening steels. They are semi-austenitic (304 and 316 stainless steels are fully austenitic), and have high corrosion resistance. They have a trace of martensite, so are a bit harder and more wear-resistant than austenitic stainless steels. So they are used in corrosion-resistant exposures that require a bit higher wear resistance than austenitic stainless steels, like pump parts and medical equipment, paper mill equipment and corrosion-resistant low-wear valve parts. For knives, the performance of 17-4 is low, since it's not designed as a tool steel. If I need an extremely corrosion-resistant knife blade, I'd probably first choose 440C, cryogenically treated, if high wear resistance is needed. If more corrosion resistance is required, I'd choose N360, a nitrogen martensitic stainless steel. If even more corrosion resistance is required, and I had to have low wear resistance as a trade-off, I'd go with 6AL4V titanium. It's soft, too, but incredibly corrosion resistant, so much so that it's used in biomedical implants.
S7 is a shock resisting tool steel, and I occasionally get asked about it for knife blade use. Shock resisting tool steels are made with low carbon content (0.5%) for increased toughness (resistance to breakage) at the expense of wear resistance. Please remember that all S-steels (S1-S7) have a very low wear resistance. They do not make good knife blades, and would need to be sharpened often. Shock resisting tool steels do have their uses, in example for air chisels, forming dies, casting dies, and shear blades. In my opinion, these are not good steels for knife blades that will need wear resistance at the cutting edge. Though some of the shock resisting alloys have chromium, they are by no means stainless or corrosion-resistant. Absolutely NOT Food Contact Safe. More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
CPM 3V: This is a steel made by Crucible Industries, and is considered a replacement for S7. What? You heard it was the best steel for knife blades? From Crucible's own data, this steel is designed "provide maximum resistance to breakage and chipping." This is a shock resistant steel, used for stamping and forming tools, powder compaction tooling, industrial knives and slitters, blanking and heading tooling, plastic injection screws, punches and dies, shear blades, and rollers, choppers, or any industrial use where heavy shock loads must meet good wear resistance. So why don't I use it for knife blades? Currently, I don't, because of several reasons. First, this is a shock resistant steel. Since a hand knife is not an axe, it's probably not the right application for my knives. If I make a heavy chopping machete, this might be a good steel to use, so I won't rule it out in the future. Another issue is the lower carbon content. 0.8% is not much carbon, and 40 percent less than 440C! This means that a higher percentage of chromium and vanadium are used (7.5% and 2.75% respectively) to gain those critical carbides that will improve wear resistance. Still, only 7.5 percent chromium means this steel is not stainless, and will easily and readily rust. Absolutely NOT Food Contact Safe. Since it can't be mirror polished due to the high vanadium content, the sanded or blasted surface would, by necessity, be even more prone to corrosion than D2. Since D2 has a comparable wear resistance, why not make a blade of D2, since it can be much more corrosion-resistant, and finished to a higher degree? With proper cryogenic processing and triple tempering and deep thermal cycling, D2's toughness can be highly improved, so it makes a more reasonable choice. The only reason to use CPM 3V, in my experience, would be for a very break-resistant blade that has good wear resistance but easily rusts and corrodes. Currently, there are better steels for the applications. By the way, the impact toughness that this steel excels in is about half of that of S7. Half. At least it's more wear-resistant than S7. Industrial applications are not hand knife applications, so the knifemaker and manufacturer using this may be simply doing so because it's a relatively new option in the blade steel market. Another reason that knifemakers are fond of this steel is because a lot of them think that splitting wood (batoning) and making kindling is somehow the realm of a knife, while the rest of us use hatchets, rather than whale on our knife spines with a mallet or block of wood. In that practice, you might wonder what could happen if the knife breaks and a piece heads for your unprotected eyeball! More about these pesky specifics on my Heat Treating and Cryogenic Treatment of Knife Blades page.
SM 100 (Also applies to Talonite and Stellite) is a fairly new material, and it is not steel at all, but has been used to make knife blades. This is a material that has been way-hyped, and the claims of superiority are not totally undeserved. The material is actually a Nickel-Titanium alloy, and there are a few variations of this material used for different technical applications. There is a strong inference that the material is space-aged, tied to NASA, and superior in all respects to most other knife blade steels. If this were actually true, you would see all these other steels replaced by SM 100, in every application that is of any significance in industry, military, or medical and industrial applications. If it really were superior, all other metals would fall by the wayside. Since this has not happened, just what is the issue? They are several, and one is significant and extremely important in the limitation for use on any knife blade. The sites, knifemakers, and one production knife manufacturer that uses this steel relies heavily upon vague generalities and snake-oil talk about this metal's properties, and repeatedly measure it against 440C the "gold standard in corrosion-resistant ball bearings." They include no measure or comparison with CPM tool steels, and this is the first red flag in their advertisements. SM 100 was supposedly developed to replace 440C in ball bearings because it is lighter weight, has far superior corrosion resistance, and has higher wear resistance. This sounds, on the surface, like it would be the superior knife blade material, but it is not. It is extremely expensive, hard to heat treat, and very difficult and costly to make a knife with. But, for this discussion, let's ignore all of these factors, because they typically don't stop knifemakers from using any material, even the high cobalt steels and CPMS90V! Let's dig deeper into why this metal is hyped against 440C and what is not mentioned in the descriptions. The "ball bearing" comparison is valid; SM 100 will make a superior ball bearing set. But a ball bearing is not a knife, and this critical concept is the key to understanding the severe limitations of SM 100 and other similar highly elastic metals. What? Elastic? A knife blade? How elastic is SM 100? You can bend a piece of it severely, and then when heated, it will spring back to it's original form. This looks fascinating to most people: a parlor trick or magician's hat would be well-equipped to exhibit the properties of this metal. This same elasticity is a severe limitation for a cutting tool. Please take a quick look at these numbers to understand why: SM 100 has a Young's Modulus of Elasticity of 47-90 GPa. This is a gigapascal, a measurement of pressure and what it is measuring is the force it takes to deflect a standard section of this material under tension or compression. In layman's terms, this can be understood when you look at elastic (the root of the name of the property). Elastic stretches, and contracts, and moves this way and that, like a spring. Where the fly enters the ointment is when this modulus is compared to tool steels. They typically have a Young's Modulus of Elasticity of 200 or greater, over four times larger! So it takes four times the pressure to deflect the metal; it's four times stiffer. The issue is at the cutting edge. The cutting edge of a knife is very, very thin and in order to be sharp it must remain very thin, ground at a low angle. So a thin area of SM 100 can deflect at one fourth of the pressure a piece of 440C! When you bear down on the thin cutting edge, sometimes applying tens or hundreds of thousands of pounds per square inch, instead of being stiff, SM 100 springs, deflects, and bends away. This is NOT what you want a cutting edge to do! The cutting edge must be stiff and strong, not weak and pliable like a spring. So how do makers and manufacturers use this stuff for knife blades without it deflecting (springing) away from the task? They leave the cutting edge very thick, ground at the shape of a cold chisel, and consequently the cutting edge cannot be as sharp and thin as standard knife steels. If you sharpen it by thinning it down, you'll have the springy, deflecting problem again. Since most manufacturers send their knives out thick, this may not matter. But when you try to justify the substantial increase in price for this steel, only to find you cannot have it stiff when thin at the cutting edge, the whole application falls apart, which is why, I believe, it is not typically used on the finest high performance and high value knives. SM 100 will make a superior ball bearing at ten times the price, but a ball bearing is not a knife, and has no thin areas expected to remain rigid like a knife's cutting edge. I hope the explanation of the limitations of this metal are clear, as many other proprietary metals that are high priced, exotic, and overly-hyped also suffer from this issue, namely Talonite and Stellite. Highly acclaimed and touted for their superior properties, there is a reason that these materials do not replace tool steels in knife blades, and the industries that use cutting edges have not tossed standard tool steels aside for these exotic metals. Now you know what the companies and knifemakers who are selling these will not tell you.
Amorphous alloys (BMGs: Bulk Metallic Glasses): These are touted as the latest, newest, greatest, and most technologically advanced metals made. At least, that is how they are marketed. Let's look behind the curtain, to see just what they are all about. The word "amorphous" simply means without form or structure. In metals, particularly steel, this is referring to the crystalline structure of steel and the allotropes formed, mainly martensite, cementite, pearlite, bainite, ferrite, and austenite. These are crystals, though they are so tiny that it takes a microscope to see them. Sometimes, the word "amorphous" is used to describe metals that do have crystalline form, and it's used as a sales technique, and it's just a lie. I've detailed this practice on a special section on this page: "Sell the Blade; The Handle's Crap!"
There is a correct use of the adjective amorphous, and these metal alloys are potentially new players in tooling. They can be made very hard, and thus wear-resistant, just like cermet tooling inserts used in the machining trades. And, just like these inserts, they have limitations. They can also be manufactured to be very flexible and tough, as well, but the issue is one of balance. Unlike steels, they cannot currently be made both hard and tough, so they are either very hard and brittle, or very tough and elastic, and not wear-resistant. There doesn't seem to be the fantastic balance of hardness and toughness that would push hypereutectoid high alloy and stainless martensitic tool steels out of their coveted position in the field.
These materials are technically called Bulk Metallic Glasses (BMGs). Here's why they don't currently measure up to high alloy martensitic and stainless steels:
Just as in the section, "Sell the Blade; The Handle's Crap!" on this page, there is some questionable and misleading advertising by a company selling a small folding knife with an edge of bulk metallic glass (amorphous alloy). They call this "liquid metal" and one wonders why. Could it be because it's poured into a mold? No, then it would be called "cast metal," and that is not a popular or modern high tech term. More than likely, they might want you to consider the fantastic (and fantasy) material presented in Terminator: Judgment Day®, and Terminator: Rise of the Machines®, because, after all, that was really, really cool! I mean... wow: a liquid metal robot assassin! Cool!
By the way, doesn't the term "amorphous alloy" sound better than "bulk metallic glass?" On their website (at the time of this writing), they are trying to sell an atrocious folding thing, all skeletonized and material-starved, a weird-looking small contraption of a knife with a bent bar that rotates around a big ring to slide along the cutting edge to protect the owner from it. It's a horribly designed knife, one clearly made in a computer program, and created by computer numerical processing, completely birthed without the consideration or input of a touch of a human hand, and it shows. Perhaps this belongs in the futuristic world of machines that the movie franchise created. Putting the overall design aside, lets look, just for fun, at their advertising claims to see the root of how they try to peddle these things.
From these comparisons, you can see that the bulk metal glasses (amorphous alloys) are really not quite up to snuff in the knife blade steel field. Perhaps, one day, they will improve; time will tell. They have a long way to go before they can compete with the fantastic hardness-toughness combination available in the best high alloy hypereutectoid and stainless steels.
These are the main steels I use and some that are asked about, and I also use other specialty steels. I might add to this detailed description as time goes on.
A choice of blade steel does not need to be daunting task. Since all of the blade steels I use are fine tool and die steels, all high alloy well designed engineered steels, every component, every arrangement will be addressed by your knife maker. You know just exactly what you're getting, without a lot of hype and bull. So many confusing recommendations, suggestions, and so much hype is on the internet and in magazines about special steels that this has become a sore point with most knife buyers. Everybody hypes their steel, and nobody looks at workmanship, design, fit, finish, service, and accessories, much less the reputation of the maker. Look at my "Knife Points" page and you'll understand exactly what I mean. Most knife users will never use a knife brutally enough to actually notice the difference in performance, but of course, every knife client wants the best steel for his purpose and his money.
The chart below is a general guide only, and the properties of these tool steels can be adjusted in the grind geometry, and the hardening and tempering. All these high alloy steels outperform plain carbon steels, non-tool steels, or Damascus steels. As you can see, everything is a trade-off. If you want to go with D2, for instance, you will have a hard time field sharpening it, and it is very expensive, and does not have a good finish. You might want the added toughness and high heat resistance of ATS-34. For high art pieces and investment pieces, 440C is usually used, because of great corrosion resistance and finished beauty. Only O-1 in this list can be hot blued, and is easily field sharpened, but it rusts at the first opportunity of neglect. You might want the tough, hard, supreme wear resistance of S30V and S90V, only to find out they can not be mirror polished, so are not suitable for long term investment knives. Corrosion resistance can be very important if the knife is used in the field of combat or tactical operations around corrosive fluids or water. Remember, the edge itself can corrode, and become dull from corrosion. This is probably another reason why my most popular knife steel is 440C.
The chart demonstrates why there are choices, to allow the knife client and knife maker to reach an agreement on the steel's properties suited to the application. These are only my main steel types. There are other steels, of course, and I'll add their properties as I get requests.
| Knife steel type properties (not a complete list, only predominant types I use) | |||||||
| Steel Type | Hardness | Toughness | Wear Resistance | Finish*** | Corrosion Resistance | Ease of Sharpening | Price |
| O1 | Very Good | Good | Good | Good | Very Poor | Easy | Moderate |
| 440C | Very Good | Very Good | Very Good | Excellent | Excellent | Fair | Moderate |
| ATS-34 | Very Good | Excellent | Excellent | Excellent | Very Good | Difficult | High |
| D2 | Excellent | Very Good | Excellent | Fair | Fair | Very Difficult* | Very High** |
| CPM154CM | Very Good | Excellent | Excellent | Excellent | Very Good | Difficult | Very High** |
| CPMS30V | Excellent | Good | Excellent | Poor | Very Good | Very Difficult* | Very High** |
| CPMS60V (No longer available) | Excellent | Good | Excellent | Poor | Very Good | Very, Very Difficult* | Very High** |
| CPMS90V | Excellent | Fair | Excellent + | Poor | Very Good | Very, Very Difficult* | Very High** |
| CPMS35VN | Very Good | Excellent | Very Good | Poor | Very Good | Difficult | Very High |
| N360 ISOEXTRA (No longer available) | Very Good | Excellent | Very Good | Excellent | Excellent + | Fair | Very, Very High** |
| *These steels can not usually be field sharpened properly, usually only sharpened by diamond abrasives or power equipment, sometimes requiring many steps | |||||||
| **These steels may not be available in the size suitable for all knives. Sizes and prices limit their use. | |||||||
| ***Remember, a rough finish is not as corrosion-resistant as a mirror polish! Some steel finish varies by manufacturer. | |||||||
A.D. 500. (or 500 CE, if you are being politically correct). This is about when it happened. In the Middle East, someone long lost to history came up with a special process for steel blades. There is a lot of discussion and uncertainty here, but steel making at that time advanced considerably, in several cultures, including India and ancient Persia. It's curious that at about the same time in Japan, tremendous advancements were made in sword technology. One wonders how travellers might have shared information about steel process, smithing, recipes, and designs in this crucible of the developing trade (pun intended).
The term "Damascus" may have been derived from two origins. One is the ancient Syrian City Damascus, which had been around since 3000 B.C., certainly very old by the time steel came along. Perhaps the name for the special steel came from the region it was used to make blades and armor. The second source could be the Arabic word for "watery" which is "damas." Historically, one sees the word referring to cloth, materials, and finishes, and it may well have been used to describe steel that had a watery, shimmering appearance in the steel surface. The process of creating this steel: the steel crucible recipe, technique, folding, and treatments are still hotly debated and will probably never be known for certain. This is somewhat humorous, because blacksmiths had made this steel for centuries, yet it is said that we are not quite able to detail the process today.
"Where did I put that instruction sheet?"
Historians generally believe that the origin for watered Damascus steel was in wootz steel, an alloy used in Indian sword making as early as 200 B.C. They believe that the flat cakes of wootz steel made by crucible process in India were traded to Persian smiths who forged and treated the steel blades, creating watered steel with a fine, moiré silk pattern originally called Damascus. No matter where came from, the result was a big breakthrough. It resulted in a blade that could be hard and sharp at the cutting edge, and tough and less likely to break when compared with the blades previously made. This was because the steel had a lot of carbon, some up to 2%, making the result (if properly forged and treated) to be relatively high in martensite and carbides. Old Damascus steel is not new damascus steel, and Constantinople is now Istanbul.
Please understand that no matter how this ancient steel was made and forged, it is profoundly inferior to modern, isotropic, high alloy, hypereutectoid steels (and all other steels for that matter, simply by the cleanliness and control of the process). Modern tool steels may have high chromium (unheard of in the ancient world), high vanadium, high molybdenum, and high tungsten. Along with high carbon and low contaminants, they are extremely high in martensite, high complex carbides, and with proper cryogenic treating, are far superior to steels made even 50 years ago. Don't get duped into the ignorant belief that somehow steels of old were better than what we produce today. Modern high alloy steels more sophisticated, complex, and expertly engineered than they have ever been in history.
Of course, this discounts the ancient Atlanteans who made magical steel blades by humming and chanting, and shivering aplenty while they charged up their incredibly ancient cryogenic processing temples...
The watered wootz damascus steel is not what we refer to today as "Damascus" steel. Today, we are describing pattern-welded steel blades made of at least two different kind of steels, layered and folded and welded together. The patterns are designed, sometimes in special canisters and holding frames to preserve the artistic arrangement of the layers, and the blade is forged-welded, twisted, milled, and shaped, drilled, flattened, ground, and forge-welded some more. Modern damascus steels are usually heated in natural gas or propane forges, welded with wire-feed MIG welders, and forged with electrically powered trip hammers. Take that, you ancient bladesmiths!
The stack of steel is formed into a billet, and these billets or bars are then used to make a knife. The knives are profiled, ground, heat treated and finished with additional processes like etching and bluing to reveal the striking patterns. Some of these are quite beautiful, and a choice for investment grade pieces not expected to possess high performance characteristics. It's interesting to note that in ancient Persian swordsmithing, a series of cuts or horizontal grooves were cut across the flat of the blade and then the blade was forged. This was called a "ladder" pattern, a name which remains to this day despite a totally different steel and layering effect and process!
Pattern-welded damascus is created for one reason, and that reason is visual appearance. This is a knife blade that is all about looks, and not about performance. This is why I call them "decor" blades. Why decor? The word decor or more properly décor means "that which serves to decorate; ornamental disposition of accessories." This characterizes pattern welded damascus blades quite well. They are not about performance; they are not about durability or cutting ability. It's well-known that the only reason pattern-welded damascus knife blades are made and used is to decorate the blade. Otherwise, we would see many pattern-welded damascus steels used in machinery, in structural applications, and in tool steels and dies. The reality is that we see NONE, not a one. The reasons are well-known in the steel trade and by metallurgists and machinists; they don't perform well. In fact, their performance is rather poor overall.
Claiming that a steel is a high performer does not make it so.
Look, instead, how the steel is used in the consumer, industrial, military, and machine tool fields for the truth.
Why don't decor blades replace industrial, military, medical, or machine tool knife applications?
The ancient idea that combining two steels would result in a composite blade that has the best features of both is not valid. If the knifemaker (or steel supplier) forges 1095 steel with 15N20, the resulting blade will not have the higher wear resistance of 1095 with the increased toughness of 15N20 to make some ultimate steel. What it will have is a pattern that can look cool and decorous, but the performance will be much lower that the best performance of each steel independently.
Let's take a closer look at this for illustration. 1095 is a high carbon steel, so can be processed and properly treated to be very hard, and thus substantially wear-resistant. 15N20 has a lot of nickel (an austenite stabilizer) and can be only moderately wear-resistant, but very tough. So tough is 15N20 that it is a spring strip steel and can be used in flexible applications such as compressor valves and bandsaw blades, which have to flex repeatedly. 15N20 isn't particularly wear-resistant, and 1095 isn't tough. The "performance" idea is that by welding these two together, you would get the best of both worlds: hardness and wear resistance and toughness and fracture resistance.
The truth is somewhat less desirable.
Each layer constitutes another weld boundary. Welds are highly detrimental to steel characteristics, so much so that all of the machine tooling industry is directed toward having as few welds as possible, and eliminating all welds in any device made to perform in any mechanical way!
Forge welding (heating up metal externally and joining it by blows from a hand or machine hammer) has been almost completely replaced by better methods. This is because of poor weld characteristics, decarburization, carbon and element drift, recrystallization issues, heat affected zone (HAZ) issues, slag formation, crystalline imperfections, and a long list of problems brought about by heating two different types or pieces of steel in an oxygen-containing environment and pounding them together.
To give you just one simple thing to think about, know that Henry Bessemer, the father of modern steel foundering, invented the process of blowing air into melted steel to remove carbon. Air is not the friend of molten, hot, or plastic steel. Since forge welding is so detrimental to steel overall, the only places most people see it nowadays is in hand-forged low carbon steel decorative furniture (incorrectly called "wrought iron) and in knife blades made for a certain look. There's that word again, "decor."
"The safety of my family depends on my vehicle with its wrought iron chassis."
One thing that is usually never discussed is the overall heat treatment (and hopefully cryogenic processing) of the damascus pattern-welded steel knife blade. Since each steel has a very strict and defined process (critical temperatures, hold times, quench rates, martensite finish temperatures, cryogenic aging hold times, tempering regimes and steps), what heat treatment is adhered to when there are two totally different types of steel? This is another reason why performance of pattern-welded damascus steel blades cannot be compared to homogeneous, uniform, isotropic steels. The pattern-welded damascus blade heat treatment can only be generalized, since it's not just one type of steel.
By the way, there is no such thing as "mono-steel." This is a lazy term made up by forum wannabees. More on that on my Knife Definitions page at this bookmark.
This point pops up now and again, so let's look it over. The claim is that pattern-welded damascus, being made of two different metals, has different wear amounts because, at the cutting edge, there are different layers of steel. The different occurrences in contact with the material being cut will produce different erosion depths, and the softer layer will wear away more than the harder, more wear-resistant layer. This will create tiny little "teeth" or "micro-serrations" that aid in the cutting ability.
While this has a basis in simplistic and rudimentary physics, understand that this does not create "teeth." It creates rounded, worn, dull areas in the softer steel, and weakness as at the very position of the interface between layers, as the welded junction is being rubbed away. In effect, this weakens the steel blade at the cutting edge, since more stress in pounds per square inch is being put on the spot exactly where the weld is most vulnerable: the thinnest area of the edge. In cutting, this does not make the edge sharper, it actually makes it duller since half of the blade is soft, rounded, and dull.
Any actual "micro-serrations" of the cutting edge are created more by the sharpening stone used to sharpen the cutting edge, and this is what causes a blade to bite in, say, a soft tomato skin, whereas a smoother edge, though finer, would slip along.
The truth is, if this "micro-serration" argument were valid, we would see plenty of damascus pattern-welded blades in industry, as cutting tools requiring high cut rates and performance, and we don't. In fact, we see none.
The reason is not that industry isn't capable of making pattern-welded damascus; it's because pattern-welded damascus is weaker completely, with all those welds, uncertain boundary zones, diffusion, irregular and uneven formation of allotropes, and contamination of weld areas overall. Simply put, if Damascus pattern-welded steels created better cutting edges, all other steel cutting edges would be replaced in the machining, industrial, food service, medical, and military field. Instead, there is a reason high alloy steels are preferred and used, and it's because they are better performers overall.
When realistic function and a dependable and efficient result is critical, know that there are no superior pattern-welded damascus knife blades in use, anywhere. If hand-forged pattern-welded steels were superior, you would see pattern-welded damascus tool and die applications, gears, ball bearings, valves, shears, or production tools. If they cut better you would see pattern-welded damascus scalpels. You would see the most demanding-use blades (think counterterrorism) in pretty layers and splashy, stylish decor patterns. You don't.
The reason you don't is that pattern-welded decor damascus steels are only about the pretty. As much as guys who make damascus knives deride mirror polishes and uniform finishes as being only about "pretty," this is a continual falsehood in our tradecraft perpetrated by hand-forging enthusiasts. Damascus steels are not about the durability, performance, wear resistance, corrosion resistance, or toughness together; they are about a certain look (the pretty, the décor). While they can be used to make hand-knives, the reason is decorative first, and decorative second. Performance not even a consideration; it's all about the pretty. They are knives for decor first, and not for performance at all.
I have made and use decor pattern-welded damascus steels myself, and am crystal clear that the performance characteristics of damascus knife blade steels are definitely lower than the performance characteristics than the highest alloy used in the damascus blade. The beneficial elements content of the highest alloy is reduced due to diffusion at the welds, and the mechanical arrangement of the layering offers some blade areas that are different in hardness and toughness than the other layers of different material. Microstructure in knife blades is extremely important, and it is utterly destroyed at the numerous welds and imperfections that are the result of pattern-welded steels.
Pattern-welded Damascus steel blades are popular, though the novelty from in the late 1980s and early 1990s has diminished somewhat. Perhaps this is because of the newer powder metal technology tool steels, or perhaps because knifemakers have improved their treatment of steels including cryogenic processes, or maybe it's because of this information and learning medium called the internet. Nonetheless, pattern-welded decor damascus knives are still desirable and some clients request them, so I use them when performance is less important than appearance. It's all up to the client, as long as they understand that they will be sacrificing performance for appearance.
I use several various types of pattern-welded damascus for blades, and they all have different characteristics, and different appeal. All are beautiful and have visual punch, which is the main attribute, since, after all, damascus blades are about decor! The most distinctive characteristic of these steels is the high-carbon, low carbon aspect. While this can also be considered as high alloy-low alloy layering as well, it is the differences that are important in the character of the steel, most importantly, its appearance. While other makers may use different pattern-welded damascus steels, I'll detail the ones I use and why.
These are the damascus steels I'm currently using, and I may add to this list periodically. Please remember that pattern-welded damascus steels can be more expensive than homogeneous tool steels on knives, sizes are limited, and the choice to use pattern-welded damascus is one of appearance typically on collector's knives. For those collectors and users of smaller knives that appreciate striking patterned blades, pattern-welded damascus can be a beautiful, attractive alternative. Just remember, it's about the decor, and you'll be alright.
In a previous iteration of this topic (Damascus steel blades), I described that ancient Japanese sword smiths would fold steel again and again to refine the grain direction of the blade, so it wouldn't break across the grain. I compared it to a piece of wood, where it would be devastating to have a grain run across the sword length rather than along it.
One person who didn't understand the idea thought I didn't know what I was talking about, and emailed me to straighten me out. He claimed that the "grain" in steel was formed in heat treating (austenitizing) and that it didn't matter how the steel was formed in layering, since, after heat treating, the grain was rebuilt.
He was mistaken.
All rolled and forged steel bars exhibit directional properties, like wood. It is a well-known fact that tool designers and machinists know and deal with in their daily design of specialized tools. Steel has directional grain flow and blades, particularly, must be designed to resist major forces to avoid breakage. This is one of the many reasons why steels are rolled over and over, aligning, compressing, and refining the grain.(Leed, SME, AFFT) This should have you thinking hard about the actual durability of non-linear pattern-welded damascus and blade strength problems...but then, damascus is decor.
A further consideration is that early sword smithing was so crude that the Japanese smiths knew that a layer of slag created on each layer (by oxidation and carbon drift) would resist or encourage fracture based on the direction of the layer. This is why they layered steels by folding repeatedly. They found that by continually reinforcing the blade by folding, they could inhibit the slag layer's ability to initiate a fracture.
It's important to note that an artifact of this is a layering effect, since the slag surface is not completely removed on early blades, as discussed by Prof. S. Ranganath and Sharada Srinivasan in scholarly articles. The layering effect grew to be a desirable feature in original blades, as an indicator of great skill, even though it was done because of a fault (surface oxidation, slag, and carbon migration).
It's important to understand that our high purity, clean processes of today were not available to the ancient smith, so he had to do the best he could, and that resulted in the many-layered blades of the past. You can't judge ancient blacksmithing on the standards and knowledge of today. Scientists didn't even know about carbon in steels before 1774!
Even in modern tool design, grain directional elongation must be considered for the highest resistance to breakage.
More about laminating blades below.
Claiming that a steel is a high performer does not make it so.
Look, instead, how the steel is used in the consumer, industrial, and machine tool fields for the truth.
The process of layering nowadays is an artifact of historically necessary methods to achieve a high quality blade with limited resources, and has evolved into a way of cost cutting in the method of modern manufacturing process. It could also be a way to financially recover metal scrap from plate welding fabricators.
A creation of the ancient Japanese and Norse! Or if you're into the romantic version of things, the Samurai and the Vikings!
Layering and laminating of tool steels for knives is nothing new and even a few modern factories are using laminated steel blades, under the Japanese moniker of san mai, which simply means three layer. In Finland, Norway, and Sweden, this is a very old and traditional method of knife making. Typically, a hard, perhaps even brittle core of high carbon steel is laminated over with a lower carbon or sometimes stainless steel. This is supposed to make a hard cutting edge and a more flexible and tougher exterior. As the knife is sharpened, it is the inner core of steel that is exposed at the cutting edge. In ancient Japanese blades, other configurations were used; all were attempts to have a tough, resilient and somewhat flexible shock resistant blade that has increased wear resistance at the cutting edge.
Although these creations were adequate for the time and materials available, this practice was started in the past due to a poorer nature of tool steels available at that time. The combination of both hardness and toughness was not available in uniform, homogeneous tool steel, so this modification was employed. There are some drawbacks to the technology.
With modern, high carbon, high chromium, homogeneous, isotropic steels this combination of hardness, toughness, wear resistance, and corrosion resistance is well-satisfied and proven. This means a uniform blade structure of the highest tensile strength possible at uniform hardness and wear resistance throughout the blade. All surfaces are wear-resistant, all of the steel is capable of holding a hard, tough, and sharp edge, throughout the life of the knife, even when the geometry is changed by repeated sharpening.
It’s my belief that this process of layering nowadays is an artifact of historically necessary methods to achieve a high quality blade with limited resources, and has evolved into a way of cost-cutting in the method of modern manufacturing process. It could also be a way to financially recover metal scrap from plate welding fabricators.
With just about any steel manufacturing process, you have rabid supporters who are quick to jump to the defense of their particular favorite type of steel. Laminated steels have the same proponents, and from time to time I receive their overly enthusiastic emails proclaiming my opinion should be changed, and so should this very section on my website. That won't happen, but you may find some humor in the following:
One guy posted on a small bulletin board about knives that the use of laminates was widespread in the woodworking world, such as in chisels. These argumentative types keep me on my toes, and I had to consider it (for a few seconds). Tool steel laminate blades are used in specialty hand applications like chisels, and some hand planes because they can offer a cheaper version of a fine tool steel blade. If they were superior, you would see them used in powered planer blades and high speed, corrosion-resistant ball bearings, where real tools come into hard contact and high feeds and pressures with abrasive woods and metals at high temperatures. What do they make these cutting blades and bearings with? Solid D2, 440C, and 154CM, the equivalent of ATS-34. The most long-lived cutting edges are solid carbide, but this metal does not have enough toughness to be used for a knife blade which must be thin.
Then, the guy mentions something about a catastrophic failure if a crack started in a hardened blade and the laminate would prevent it. What? First, if you're cracking a hardened blade at the edge, you need to go get another tool, not a knife. And if you do crack the cutting edge, the knife is ruined anyway, so go get another tool. If you're worried about a knife being up to the task, and figure it might break, Go get another tool! These arguments are ridiculous, and usually only meant to stir controversy, and draw attention to the writer. And if you're cracking a blade, it sounds like it's too brittle, and the brittle core of the laminated blade is at fault anyway!
Back to TopicsI use purple steel; it's the best!
There is a lot of cultural interest in our world, much of it attributed to past cultures of other countries and the fasciation with their works. Just like designating a new steel type, assigning a special name to certain steel types often produces underserved attention and expectations, therefore sales.
I know of nothing more hyped in our American tradecraft of knives than the Japanese influence, Japanese text and nomenclature, and Japanese history. This is a bit ridiculous, since every culture in humanity has made and used fine knives, poor knives, and every type in between. By throwing out an exotic name, or a different cultural designation, many people are hoodwinked into thinking there is something extra-super-special and rare, since the word and the item originates from a place other than their own country.
Let's get this very clear. The highest technology in steels exists in a handful of countries in the world. Japan is only one of them. Here are some pertinent facts:
The largest steel producing company in the world, per the most recent figures, is ArcelorMittal, a company that is a merger of Luxembourg-based Arcelor and India-based Mittal. This company produced 97.1 million metric tons of steel, 6 percent, of global production of steel overall. The second big player is China's Hesteel, which produces less than half of ArcelorMIttal. Japanese steel firm NSSMC produced less than that at place number three. And, unfortunately, the United States is fourth in line.
So if steel production overall is any measure of adoration and elevation deserving of myth, we should be fantasizing about the Middle Age swords and the myth of Melusina. Haven't heard of it? Doesn't matter, it's a myth, and from Luxembourg... who cares about that tiny place? Did they even have any Samurai culture?
Back to the steel. Calling a steel by a color on the paper wrapper that it's shipped in is about the most foolish thing I've heard of. It's done to add mysticism and mystery to the steel, and it takes a lot of effort and research to find the actual components of the steel alloy. Why aren't they proud of this alloy list? If these steels are so exceptional, why not list the exact alloys like every other steel sold? With a lot of searching, you can find the alloy lists, but they are not well-known and not flaunted on knife sales sites that use these steels, and that's probably because the alloys are not that remarkable. They are carbon steels, and low alloy carbon steels, and nothing special.
This is a typical advertising practice, and I've detailed why this is wrong on this page at this bookmark. Simply put, no engineer, no machinist, no industry would use a steel without knowing the exact alloy contents. Nowhere except in knifemaking, knife manufacturing, and knife sales... sigh.
Why don't we classify all steels by color? In industry, it's common practice to paint colors on the ends of steel billets and bars to identify them. When you deal with a lot of steel, you don't want to mistake one type for another, if a billet or bar gets moved around. So one company paints D2 in yellow and white on the end. Another paints it green. O1 is often colored yellow. 440C can be colored baby blue, or orange, or red. I use purple steel. It's the best! Who cares what's in it; purple is a magical, mystical, healing color!
Here's the scoop. The color of the paper that the steel was shipped in becomes the trick name for the steel. What if the wrapper is removed? Does the steel lose its mystical power? Why don't they just use the standard identification code for these steels? Maybe they don't want you to know what the alloy content is, since it's not that great.
Don't misunderstand; Japan actually does have a numerical code designation and identification system for steels. They use international systems, like the ISO (International Organization for Standardization), as well as their own JIS (Japan Industrial Standards), and individually identify steel types depending on individual cases, applications, and trade. There are a lot of standard designations: AISI/SAE, DIN, BS, AFNOR, UNI, SS, UNE, and others. No where in any country's standards are the colors of the wrapper used to describe steel—except in knifemaking, by makers using slang and casual description. It's so... mysterious and enchanting!
Why do they do this? It's simple. Japanese "color" steels are simply carbon steels and extremely low alloy carbon steels, and by using the color for a descriptor, the steel peddler can avoid the dreaded plain carbon steel comparison. By the way, plain carbon steels are the very worst steels for knives, particularly horrible for kitchen and chef's knives since they are not Food Contact Safe!
So what are these mystical white, blue, and yellow steels? How well do they function? Their performance is not any better than plain carbon steels and some low (very low) alloy steels since that is exactly what they are. Perhaps their value lies in their purity of the wrapper...uh, steel.
No matter what the color wrapper of the Japanese steels, these are low alloy carbon steels or plain carbon steels. They are not particularly wear-resistant, they completely lack corrosion resistance, they are not particularly tough, considering they are used to make thin, over-hardened kitchen knives.
When you start reading about Japanese color wrapper-graded steels, you'll see the word "purity" used over and over again. This is a weak, yet persistent sales technique, and has nothing to do with actual steel use, durability, or application. Purity is not a property that is expressed in numerical form, like "ultimate yield strength" used to detail the properties of an alloy. Nor is the term used when detailing the list of alloys by percentage of weight. "Purity" is a sales word, used to make you think you are getting more than you are, something special.
When the word purity is used, what you might assume is that the word is used to convey the limitations of undesirable elements in steels. These impurities are elements, elements that are either inherent in steel or are put there for a reason. Every single steel classification limits these elements, so this is not a feature that exists in only Japanese steels. These limits are set by organizational standards, by AISI, SAE, and ASM. The content of these elements is strictly set and defined by the steel type, no matter what country or mill they come from.
There is not some "high purity" version of 1080 carbon steel; the limits of elemental content are strictly defined in every instance of the steel no matter what foundry it comes from. To claim that a particular Japanese steel is "purer" than another type of steel is simply using a bogus advertising phrase. The word "purity" is not a standard listed in AISI, ASME, SAE, or any other machinist's, engineer's, or metallurgist's resources. I dare you to find the word in any engineering, metallurgical, or scientific reference about steel and steel use.
It is important to limit the undesirables in steel, but you won't read a sales description of "desirables" again and again, because it's not as reverent or awe-inspiring as the word "purity." Just so you won't be hoodwinked, let's look at the desirables and undesirables and get an idea of content to see just how pure Japanese color paper wrapper steels are.
I apologize that I took so long to get to the point of this section, but you are entitled to some realistic information. The claim of "purity" is simply an advertising ploy. There is no such word in the machinist's reference or in the very best texts on steel metallurgy. In metal sales, purity is only discussed in the context of samples of pure metals for sale, such as pure copper, pure lead, or pure beryllium, and laboratory-grade pure materials. There is, simply, no purity standard for steels; they all have alloy components; these are all regulated by the steel suppliers and the governing organizations.
More importantly, no supposed high "purity" will benefit in any way to create a better steel knife blade, particularly since the Japanese paper color alloys are poor or low alloys, overall! They are simply plain carbon steels, though some have trace elements making them equivalent to low alloy steels, and none of them are high alloy steels. They rust, corrode, pit, stink, and wear at a higher rate than most other knife steel alloys, and when you read the word "purity" you know that this is an advertising catchphrase, keyword, or trick, like "organic," "sustainable," or "ergonomic."
The very worst part is that not a one of these steels is Food Contact Safe! I don't see a lot of virtuousness in selling a corroding, rusty, stinky, often beaten or gouge-finished knife for kitchen use that is not even Food Contact Safe, but it goes on and on. Ignorance is bliss, until someone does the Carbon Steel Taste Test, or—God forbid—acquires a Salmonella infection from an uncleanable knife blade that has typical gouges, dents, darkened, rough, or pitted surfaces typical on Japanese-style knife blades.
There are some really great steels coming out of Japan. No, not the colored paper wrapper stuff, but steels like ATS-34. This is a tremendous stainless tool steel, and unfortunately, it's not being imported much anymore because its just too expensive! Our American suppliers aren't able to afford it anymore, so it's harder and harder to get. I still use it on some of my best knives, when extreme toughness along with high hardness and wear resistance is required. If you wonder why this great steel isn't being used on chef's knives from Japan instead of colored wrapper stuff, just remember that it's an expensive, costly to machine and finish, high alloy stainless steel that requires pricey deep cryogenic processing. Realize that the paper wrapper plain carbon steels are sold for cheap because they are cheap steels, cheaply used to make cheap knives. But the paper wrapper—that's expensive!
Now you know the truth about the spiritual energy of high purity knife essences—show me the money.
Back to Topics
Machinists don't use mystery steels or secret processes.
I had a good laugh when I read a knife dealer's explanation about the steel chosen for use in a knife that was made by someone else to sell on his online catalog and knife site. He claimed quite literally that "our designation for this steel made with this special heat treat is..." Then, he goes on to describe how it was specially treated for the best possible toughness and edge retention. Really? Like every knife maker and knife business in existence isn't heat treating their steel for the best possible toughness and edge retention-
Imagine any mechanical engineer ordering the steel to build a machine and not knowing what it is, but only reading some weak and vague claims made on a catalog sales site. Even food has a list of ingredients! Your clothes have a label that tells what they are made of! Plastics used in containers bear an SPI resin identification code! Other industries don't make this stuff up, why is this so common in knives?
The disturbing thing about this, and something all knife clients should be looking out for is the special designation claim. There are no secret and superior steels, period. If a dealer, knife maker, supplier, or source is telling you this, they are trying to hide something. Steels and their alloy set, components, properties, and processing guidelines and instructions are clearly and plainly available through engineering and machinist's sources. There should be no secret to steel performance and processing, and there should be no "special designation" made up by a knife maker, a catalog knife dealer, or anyone who is not a metallurgist and does not have the certification, training, and approval of the numerous entities that regulate such things. The American Iron and Steel Institute (AISI), the American National Standards Institute (ANSI), the American Society of Mechanical Engineers (ASME), and the American Society for Testing and Materials (ASTM) exist for a reason, and establish the standards that all steels must adhere to. These designations are critical to understanding the properties of every material, and today, with the wealth of information available, there is no reason to deny a knife client, owner, and user the information about what he is purchasing. By the way, the term "designation" refers to the coordinated industry standard of steel designation established by the AISI and The SAE. Those designations are specifically listed above at this bookmark. You can't just make one up!
This doesn't mean that a steel manufacturer is prevented from creating an industry standard trade name for his steel, after all, he is the actual one making the steel, not the dealer, purveyor, knife manufacturer, or maker. In the steel industry, there are a bewildering amount of trade names created by foundries and steel manufacturers. In every case, these trade names are clearly accompanied by a chart or disclosure of all of the alloy contents of the alloy. This is because if the steel manufacturer wants to sell his steel to be used in any actual engineered project, he must clearly state what it is made of. If he is selling his steel to companies, individuals, and industries that intend to make something out of it (which is all steel sales, by the way), he must have a good detailed description on what the steel is, what it is used for, how to process it, and what to expect in it's performance. Therefore, beware of any steel designation or trade name, moniker, or title that is not accompanied by a clear list of the alloy elements and their percentages.
Imagine any mechanical engineer ordering the steel to build a machine and not knowing what it is, but only reading some weak and vague claims made on a catalog sales site. Even food has a list of ingredients! Your clothes have a label that tells what they are made of! Plastics used in containers bear an SPI resin identification code! Other industries don't make this stuff up, why is this so common in knives? This has gone on for decades in the knife world, and it really needs to be stopped. The only way to do that is through education, and that is why you are reading this, I hope.
If there really were a superior performing steel, it would take over industrial process by storm, and the last thing everyone would be making from it is a hand knife. I've seen this over and over and it's a cheap and lame ploy, perpetrated so you think the knife is somehow special, while ignoring a non-bolstered, weak-framed, poorly made, lousy handled, awfully finished, uncomfortable, inferior, and badly made mass-produced item. Please read my "What about the latest miracle steel?" section above.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to Topics
What about testing knife blades to determine performance and which steel is best? This includes cutting tests performed by makers, manufacturers, and web-based testing sites. Read the entire page on Knife Testing at this link. After reading the page, you will know more than the public and probably more than most knifemakers or knife manufacturers about the entire subject.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsThis subject goes hand-in-hand with the previous subjects, and addresses the most prevalent knife sales practices used today to mislead, trick, and even lie about knives, all in the singular effort to get uninformed, ignorant, careless, or low information people to purchase a knife. The subject is false advertising, and it happens all the time.
There was a time when Madison Avenue advertising gimmicks were all the rage, when companies would pay large sums of money for the ad men to come up with catchy, short, punchy, and clever phrases to hawk their wares. It was like standing on a street corner, screaming at the passersby, hoping to get a little attention and have just enough of an advantage to make a potential customer (the mark) choose their brand over others. Typically, this is done with toilet paper, shaving cream, or soap, as there really is little difference in these products. They figured that if they could just plant a seed of brand name into the mark's mind, then when the mark was standing at the row of 40 different selections of the toiletry, they would simply choose what was stuck in their mind, rather than look for any real advantage or superior product or performance. This is fine for low end, similar, low cost, common everyday stuff, but how does this translate to knives?
Because most companies consider the practice of selling stuff on the internet a simple carryover from text, television, and radio, they figure the same short, punchy spew will be enough to make their mark go to the effort to buy their products. So, rather than even make an attempt to produce and offer a superior product, they come up with a gimmick, a trick, a feint, a ploy, ruse, and outright hoax to sell their knives. This happens all the time, and it's time it was stopped. Thankfully, the internet does not run on a pay-by-word or pay-by-second advertising pricing structure. The internet is so different that it is literally revolutionizing the way people buy things. The internet is doing this in a precisely opposite fashion than print or broadcast media advertising. While the other forms of advertising purposefully neglect this factor, the internet, instead, puts it in the very forefront of consideration, and makes what was once completely unavailable to the customer the first thing the customer expects. That factor is information.
The web runs on information. In fact, it is the greatest information tool ever to exist, and it's exploding with a constant influx of knowledge, facts, points, opinions, and features. This is laying waste to other forms of advertising, and it's all because of information. No longer does a customer have to settle for a "best choice" among identical items, businesses like mine have a direct conversation with a customer to create just what they want. It's my job to answer EVERY question they may have, to give them all the information they require to help aid in their purchase, and this is the perfect medium for this. Still, companies try the quick hustle to sell their stuff, and knives are no exception to this.
Take the company that sells knives with blades made of what they call "amorphous metal alloy" knives that never corrode. Let's look into the information they don't offer to their potential marks, yes, I mean marks because they are being deceived. I'll go point by point to detail these tricks and misleading claims, and expose them for what they are. This is strictly informational, so you know from a professional knifemaker's experience how the public is duped into thinking these products are worth your money. Then, at least, you will have more information than when you started reading this section, and will likely understand the difference between solid, detailed descriptions of products and misleading, short, lacking and slippery sales advertising techniques.
They use the term "Amorphous" to describe the metal in the blade. Amorphous is a big word, but it has a simple, clear, and plain definition. It means without form. What? The definition is strictly having no determinate form, formless, shapeless, irregular shape, without developed organization, an anomalous character or form. How do I make this clear? What in the world does this have to do with a knife blade? Okay, the only possible meaning here is that the metal is of a non-crystalline form. Because of that this materials is, (Titanium-Nickel alloy) we now know that the seller is flatly lying. Yes, I called them liars, because this metal does have a distinctive and characteristic crystalline lattice structure, and is not, in any way, amorphous! Still, what in the world does this have to do with a knife blade? Nothing, that's what, not a thing, except using a big, technical -sounding word assigned to a material to make you think it's somehow more than metal, more than other knife blades, and tempt you to buy it.
They claim that this special material (just like the special designation topic above) was "perfected in space by NASA." Wow. Really? Just what does that mean? Does NASA now manufacture knives in space? If so, this really attests to the misguided governmental organization's modern directives, as earth is a better place to make a knife due to the cost of lifting everything up there.
I'm sure you're saying, "Well, Jay, you know, it's just a phrase letting you know that this material is "space age" and modern. Really? Just what is this material, and what is its origin and use? They wont' tell you on their website, no, they want to mislead, misinform, hint, suggest, and influence. Please read this section about about not revealing a knife blade steel and why it should never be omitted. So what is the material? A titanium/nickel alloy, that's what. What is that? Simple, the same as SM-100, Talonite, Stellite. These are not good materials for knife blades, and I go into great detail in the linked section describing why. But let's go on to the advertising hype to tear it apart, and try to make sense of why they're making these claims and just what the claims are. They list five reasons to purchase their knives:
They go on with a bunch of testimonials by people who make unsubstantiated claims, innuendo, and suggestions, but offer no real substance. The knife is presented with a plastic handle, and they don't even tell you what the plastic is. They even call one plastic handle "jade," which appears to me to be a pale green acrylic or polyester. One of the most offensive comments is that this company represents "the most dramatic advancement in knife technology in 1000 years." Really? If so, why aren't all industrial cutting tools replaced by this stuff? Why aren't high pressure dies, valve seats, ball bearings, and shear blades replaced by this stuff? Why are real advances like stainless steels, high speed steels, carbides, cermets, and powder metal technology steels somehow not worthy of note, when all these steels represent actual major advances in steel and materials technology that have been proven by decades of superior performance? Why must this earth-shattering material be leaked out in relative trickles to the wannabe chef community for mediocre consumption at a couple hundred dollars a blade? With no sheath, stand, case or accessories of any kind? And a plastic handle of unknown material?
Guess what? This is a knife company that appears to have started on an internet project promotion site. You know the type: set a goal, heavy on the hype, promotion of unsubstantiated claims, a new mousetrap... and if it really was that good, you wouldn't need an internet donation fundraising campaign. Asking for donations and making misleading claims? They should be ashamed.
Make your own decision, armed with information, based in reality.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Blade geometry is most easily interpreted as the three dimensional view of the knife blade. Most often, the flat perspective is used in examining a fine knife blade, the same view presented in a photograph of the knife. You can see the grind profile, the general shape, the contour, and any additional agents such as serrations, clips, false edges, choils, and filework. This view, however, lacks the third dimension which is cross-sectional geometry. How thick is the knife? How thin is the cutting edge? Is the grind matched and balanced on both sides? Let's examine some of these points:
The thickness of the knife at the spine (which should be the thickest, strongest part of the knife, not the handle!) must be strong enough to support the leverage applied at any point along the knife blade within reason. I accent reason because a balance should be met between thinness of the cutting edge and the weight and thickness of the spine. For example, you probably couldn't break a blade that had a spine of 5/16" (0.3125" or 0.8 cm) thick. But this would be an extremely heavy knife (more like an axe, actually). Now, to put a fine, thin cutting edge on such a beast would require a deep hollow grind, or a long flat grind, and for proper geometry that would necessitate a very wide blade. Some makers actually make this kind of knife, so there evidently is an interest in them, but you won't find them on my site. Mountain man knives seem to lean toward this geometry. I've never met a man that used an axe to skin a deer, but I haven't met everyone...
The most important part of the knife's geometry is the cutting edge. It must be thin on most knives: thick enough to support the intended use, but thin enough to allow a low sharpening angle for aggressive cut. So the custom knifemaker walks a balance between strength and thickness, and sharpness and thinness. Learn more about thinness and sharpness and the cutting edge by linking to "Razor Edge Sharpening" on my links page.
For comparison, let's first examine the flat, taper, hollow, and convex grind. Here is a view of the cross-sectional area of the ground portion of a blade.
This graphic is a slightly exaggerated cross-sectional view of the four basic knife grinds. The descriptions below are linked to complete descriptions and graphics that describe each grind's type of cutting edge, longevity, and limitations.

The flat grind is an exact wedge. The advantages: easy to grind using minimal equipment, thin cutting edge, plenty of support for cutting. Disadvantages: as the blade is sharpened, the cross-sectional area quickly becomes thick, necessitating regrinding or relieving of the cutting edge.
The taper grind is a lightly convex wedge. Some guys call this a convex grind, and some call the grind convex when what they are talking about is the cutting edge shape itself. Advantages: used on a knife, a thin cutting edge, stout cross sectional area good for chopping, tough profile with plenty of meat (steel) to support the edge. This is the only grind suitable for a very thin blade (less than .0625"). Disadvantages: sharpening the blade in continuous use renders a thick cross-sectional area, requiring relieving. On a thin blade, this is okay, because in sharpening, the taper is ground away. Not a very attractive grind, it looks washed over. Many makers and manufacturers use this grind because it's one of the easiest grinds to construct. Any slack belt grinder or flat platen can make a decent taper grind.
The hollow grind is hollowed out by a wheel, the grind size indicates the circumference of the grinding wheel. Advantages: The hollow grind can be made incredibly thin, in fact, the sharpest of the blade cross-sectional areas shown. As the blade is sharpened repeatedly, the blade will remain thin well into a third or more of it's grind, sometimes half, without needing reground, only sharpened. Disadvantages: blade behind the cutting edge is thin, not much metal to support chopping or abuse, must be constructed with finer tool steels to support thin edge with toughness at high hardness. Special equipment and lots of skill required to grind and polish correctly.
The convex grind I refer to in this document is an axe grind, specifically referred to in this paragraph as applied to axes, large machetes, chopping tools over 3/8" in thickness. I'm not talking about a knife. Note: What most guys are calling convex today is a taper grind. If you insist on calling a taper grind a convex grind, please read the details on taper grind above.
 Jay, the one thing you still can't get
off of the internet is the way a knife feels. I wish anyone
thinking of buying a Jay Fisher knife could hold Eridanus in
their hands for just a few moments. Then there would be no
doubt that buying a knife from Jay is the right thing to do.
I've bought some other blades of the internet that photographed
well, but when you got hold of them, they didn't feel or handle
like much. Eridanus just feels like it belongs in your hand.
You can get a knife anywhere, but this is a work of art.
Thanks Jay.
Jay, the one thing you still can't get
off of the internet is the way a knife feels. I wish anyone
thinking of buying a Jay Fisher knife could hold Eridanus in
their hands for just a few moments. Then there would be no
doubt that buying a knife from Jay is the right thing to do.
I've bought some other blades of the internet that photographed
well, but when you got hold of them, they didn't feel or handle
like much. Eridanus just feels like it belongs in your hand.
You can get a knife anywhere, but this is a work of art.
Thanks Jay.
Oh and by the way the sheath alone is worth the price.
-Rick Stuart

Usually, the only owner maintenance that requires more than preservation of the blade is sharpening. Sharpening is not a mystical secret closely guarded by faceless men in dark robes hiding behind an altar of grinding wheels, angled rods, whetstones, and diamond files. It is simple geometry. The thinner the blade, the less the relief angle, the sharper the blade. The relief face is the flat, abraded line you see between the actual cutting edge face and the blade grind. So the knife user has to abrade away the metal at the relief face to keep the angle low, so his edge may be sharpened. For sharpening expertise, please check out the "Razor Edge Sharpening" link on my links page.
 This graphic illustrates the initial geometry of a
functional edge. Before an edge can be applied, the thickness of the blade must be relieved.
The relief face is ground at a maximum of 20 degrees to the blade center line,
and properly thins the metal behind the cutting edge. The relief
face can be easily seen on the knife blade without magnification, and on knives with blade relief, this
appears as a bright line of ground steel that may be 1/16" wide on a typical blade.
Remember, the 20° is a maximum angle, and lower angles create a sharper edge and perform better, but are
somewhat thinner in cross sectional area, thus affecting blade strength at the edge.
This graphic illustrates the initial geometry of a
functional edge. Before an edge can be applied, the thickness of the blade must be relieved.
The relief face is ground at a maximum of 20 degrees to the blade center line,
and properly thins the metal behind the cutting edge. The relief
face can be easily seen on the knife blade without magnification, and on knives with blade relief, this
appears as a bright line of ground steel that may be 1/16" wide on a typical blade.
Remember, the 20° is a maximum angle, and lower angles create a sharper edge and perform better, but are
somewhat thinner in cross sectional area, thus affecting blade strength at the edge.
 This graphic is a magnification of the relief face and the
cutting edge face shown at their maximum angle. The actual cutting
edge face is very small, and can not be easily seen without
magnification. This type of bi-faced edge, with a 20° or less
relief angle and a slightly greater cutting edge angle has been
shown to be the most durable, serviceable edge.
This graphic is a magnification of the relief face and the
cutting edge face shown at their maximum angle. The actual cutting
edge face is very small, and can not be easily seen without
magnification. This type of bi-faced edge, with a 20° or less
relief angle and a slightly greater cutting edge angle has been
shown to be the most durable, serviceable edge.
Of course, the knife could be sharpened without relief face at the 30° maximum edge angle, but resharpening would require a great deal of time and effort, and the thinner geometry behind the edge may make the edge weaker.
Remember, these angles shown in the above graphic are the largest maximum for a cutting edge. A larger angle will create a thicker cutting edge, similar to a metal-cutting cold chisel geometry, which is what is frequently seen in factory knives.
 More typical of the cutting edge on my knives is represented by the graphic shown here. Relief
face angles are often 5-10 degrees, sometimes less, cutting edge
face angles
are 7 to 15 degrees. In order for low relief and edge angles to work,
the blade grind must be significantly thin. This is where good grinding form, practice, and skill
are demonstrated in handmade and custom knives. Factories and CNC machines can not grind blades that are thin
at the edge. It takes a great deal of time, practice, and control, and can be dangerous for the inexperienced.
Usually, factory knives are left thick, and are edged with one wide relief/edge
face combination, which only allows a few
sharpenings before the blade is too thick. Some makers and factories
sharpen with a convex edge, which they sometimes call a rolled edge,
because they roll the knife blade around while sharpening it. This
is not a good edge because it is not clearly defined with accurate
face angles, is thick and has high edge angles. and is not sharper
no matter what you may read. The reason for a convex cutting edge is
one of skill. It takes accuracy to create a cleanly beveled edge,
and factories just round over the edges with power tools to quickly
get the knife out the door.
More typical of the cutting edge on my knives is represented by the graphic shown here. Relief
face angles are often 5-10 degrees, sometimes less, cutting edge
face angles
are 7 to 15 degrees. In order for low relief and edge angles to work,
the blade grind must be significantly thin. This is where good grinding form, practice, and skill
are demonstrated in handmade and custom knives. Factories and CNC machines can not grind blades that are thin
at the edge. It takes a great deal of time, practice, and control, and can be dangerous for the inexperienced.
Usually, factory knives are left thick, and are edged with one wide relief/edge
face combination, which only allows a few
sharpenings before the blade is too thick. Some makers and factories
sharpen with a convex edge, which they sometimes call a rolled edge,
because they roll the knife blade around while sharpening it. This
is not a good edge because it is not clearly defined with accurate
face angles, is thick and has high edge angles. and is not sharper
no matter what you may read. The reason for a convex cutting edge is
one of skill. It takes accuracy to create a cleanly beveled edge,
and factories just round over the edges with power tools to quickly
get the knife out the door.
For a definitive guide on sharpening the cutting edge, click on "Razor Edge Sharpening" on my links page.
So it comes down to the thinness or thickness of the relief. The thicker the relief, the more chisel-like the angle of the edge (bad), the thinner the relief, the more razor-like the angle (good). The blade grind geometry dictates the thickness, and there is a huge difference between factory and well-made handmade knives. When a knife user first purchases a factory or poorly ground knife, it may be reasonably sharp. What happens after he uses it, wears the edge, and sharpens it repeatedly will demonstrate why grinds are so different. How many times have you had a factory knife and complained that after three sharpenings, you can't get an edge on it because it's too thick?
Back to TopicsEvery edge eventually dulls.
Take a look at the illustrations below, and you can see the differences in the size and thickness of the relief faces, and ultimately the angle of the cutting edge face, and which grind geometry supports the thinnest cutting edge.
The cross-sectional geometry becomes thick after several sharpenings, leading to large relief faces, and heavy blade thickness. Though the flat grind is very strong, the knife must be reground at the relief face repeatedly in order to maintain a thin cutting edge. Regrinding to make the blade thinner can usually only be done by machine as the relief face extends deeper into the blade, and the blade finish may be ruined. The flat grind is used often on thin folding knives and kitchen knives, and even then becomes thick after several sharpenings. Its advantage is that there is a lot of metal behind the cutting edge, and the knife lends itself well to chopping or high impact use. But because it's a straight wedge, it will often embed itself into materials like wood and stick there, unlike a convex or axe grind which splits apart the wood. It is also a heavy blade, with unnecessary thickness in the midline of the blade leading to the spine.


The taper grind is usually used on thin knife blades, .0625 (1/16" or 0.16 cm), or on false edges, clips, swages or knife blade components. You might also find this grind on thicker factory blades. Some guys call this a convex grind, but a convex grind is a typical grind found in an axe. See the previous topic. The taper grind is easy to grind and finish, and that is one of the reasons it's often hyped and recommended. It is far easier to taper grind a knife than to hollow grind one. The taper can be ground on a slack belt, or with an automated pass surface grinder under computer numerical control. This lowers the overall expense of grinding. Finishing is easier too, as crisp, clean defined grind lines are not made, so less skill is required to make it. You might read that the taper grind is preferred because it is stronger. Strength in the blade is determined by many factors, not just the grind type; see the topic below. In a taper grind, the grind is usually along the blade rather than perpendicular to it. This is how most factory kitchen knives are ground. When it is sharpened, it gets much thicker, but this is usually not much of a problem because it is used on thin blades. I use it on my thinnest blades, like fillet knives. It is not a grind for thicker or heavier knife blades unless you want to use your knife to chop down a tree.
It cuts textiles, wood, and foods adequately, but has much more resistance to cutting than a hollow grind.


The hollow grind is universally accepted as the sharpest, highest valued knife grind. Historically, the hollow grind has the highest value across many cultures. The deserving reputation is due to the difficulty of designing, constructing, grinding, and finishing the hollow grind accurately. If executed well, the hollow grind possesses the thinnest cross sectional area and allows a lower relief angle, smaller relief faces, and an overall sharper edge. As the edge is used up with repeated sharpenings, it remains thin, sometimes well into the midline of the blade, offering the greatest longevity of any knife grind. Because the blade steel is hollowed out, it leaves a fully thick spine supporting the blade for good strength, while reducing unnecessary weight. While it can be made thin and may not support heavy chopping, with careful planning, design, and execution by the knifemaker, can be made well enough for light chopping. For example, my military clients who require thin, sharp, but tough and strong blades for Combat Search and Rescue insist on hollow grinds. For investment knives and value retention and appreciation, the hollow grind is considered the most beautiful. It is a challenge to execute accurately and mirror finish well.
Because the hollow grind is usually thinner, it's easier to sharpen. Less time can be spent as relief faces are small, and there is less blade material to remove to bring up an edge.
Another important advantage of the hollow grind is resistance within the cut. When a knife is used to slice through tough, abrasive, or resistant materials, it is also wedged into the cut, creating friction. If the blade is thin, less material is displaced and there is less friction. A thicker blade (flat ground, taper ground, or convex) must displace more of the material in the cut, and therefore has greater friction.


Ultimately, the knife use dictates what geometry is used in making the knife. Only a handmade knife and custom knife maker can adjust his grinds and profiles to the individual user or style of knife. He can offer the variation, the diversity of materials, and the balance between geometry, hardness, and temper that each different blade geometry requires for the knife's specific use.
Back to TopicsThe blade grind depth is extremely important, and if you are reading this page, you need to know how to recognize a poor grind from a good grind. Sadly, this is one of the most neglected conversations about modern knives, yet it is one of the most critical attributes to the knife function, durability, and longevity. It does not matter whether the grind is hollow, flat, or convex, good geometry should be paramount, dictated by the use of the knife, the material, and the maker's skill.
Anyone who knows knives can easily spot this major factor in a knife blade's grind; they can learn to spot an underground blade from an overground one, and recognize amateur work and manufacturing from the work of a professional, often just by the grind depth. A good technique is not to look only at the grind area, but also at the spine area, and imagine the forces on this critical part of the knife blade.
The thickness of the steel at the blade spine does play a role in the grind line's placement. For instance, if a knife blade is very thin, you would not expect the grind area to be deep into the blade. This can be seen in hollow ground chef's knives that are 1/8" or even 1/16" in thickness, and at first glance, they may appear to be underground.
A very thick blade that is not wide may present as being overground, when the grind is adequate. This is why it is important to know the thickness of the blade at the spine, and for the maker to pass that information on to the knife client. If you are a knife client, you deserve to know all you can about the blade and the maker's reasons for creating it the way he did. Forget about factory knives; they won't tell you much at all about their knives.
Ideally, if the geometry is balanced, the maker of the knife should be able to use the majority of the blade width for the grind (or bevel). He should balance the overall thickness of the blade stock with the design pattern and grind area to create a balance between the size of the knife, the strength of the blade spine required for a particular knife, and the longevity of the knife after repeated sharpening. A good grind dictates the mechanical geometry, structure, format, and thus function and longevity of the blade, and speaks volumes about a maker's practice and skill. Here is how they shake out:
Note: the pattern design I chose for these drawings is my PJLT Kight, a fine and clear tactical knife with a swaged clip point blade. The drawings include a view of the spine from the top looking down, showing a tapered tang (essential on all well-made full-tang knives), the swaged tip, and well as the reverse side view. The drawings vary by only one component, and that is the grind line extending down the length of the blade, identifying the grind (or bevel) area.

So where do you want the knife to be? Number 3 is nice, and on wider, stronger blades, number 2 works well (think combat knives). The only time you should see number 4 is in very, very thin and narrow caping, boning, and fillet knives. Think about the cross sectional thickness with lateral (sideways) pressure on the blade and you can visualize whether the grind is suited to the knife. Oh, and number 1 and 5? Don't, just don't.
If you see knives ground in a fashion that is peculiar, please, by all means, ask the maker or manufacturer to explain why they have ground them this way. The grind is not simply an artistic and personal way that a maker creates his blades; it has more to do with balance, longevity, strength, materials, and geometry. You have the right to know why a particular grind is created in your effort to find and own superior knives.
Back to TopicsComparing factory knives to handmade custom knives is like comparing a hand-rolled Cuban cigar to a pack of cheap smokes.
I happened to see my name coming up in a popular knife forum on the internet, and guys were piling on defending their
favorite knife blade grind geometry. They didn't like what I had to say on my site, and were
fiercely defending their opinions. It's curious that rather than ask me outright to clarify my opinions, they chose to
comment on a forum...
I felt compelled to respond:
Hello all of you who've commented. I'm sorry you didn't bother to just write and ask me to clarify some of my points on my website, but I do appreciate the traffic and interest.
When I write about factory knives on my site, I am talking about the cheap stuff, most of it coming out of foreign factories. If you have a personal favorite factory or boutique shop knife, by all means, purchase and collect those types of knives. Everyone has a different idea and desire in fine knives.
Most of you who comment here know a great deal more than the typical public. The public who is new to knives might simply want to know why a handmade knife is different, and why they may wish to spend their hard-earned money on a handmade or custom knife. Most of the knives they've seen are cheap foreign factory knives, and I'm simply describing the differences. If you're buying a knife to use up, abuse, and eventually throw away, that's one type of purchase. If you're buying a knife that will appreciate year after year, that's another type of purchase. The two are very different.
My information on my website is simply my opinion, after having made knives for many (30) years. It is my full time professional occupation and has been for over 20 years. My opinions are derived from having made knives for other professionals: military, police, chefs, collectors, and museums in my career and their direct input and feedback. These guys use knives more than I ever will, and I listen to, respect, and continue to build knives for them the way they request. That is what being a custom maker is all about.
If my views differ from yours, that's okay too! When I write about convex grinds, I'm talking about axe grinds. When you are talking about convex grinds on this post, I think you are talking about what us older makers call a "taper" grind. I think it's simply a difference in semantics. On my site, I do mention that I make taper grinds, too, and that I find them most useful on thinner stock blades. They do have a purpose, can be made extremely sharp, and if they are made on thin stock have great longevity. I've made many knives this way. I've also made axe grinds. Knives that are used to chop need to be made this way. Not all knife grinds are alike, there is no set standard guaranteeing one is absolutely the best grind ever. If there was, don't you think that all the other grinds would be discarded? Any grind that has sufficient thinness can be made sharp at the cutting edge. Any grind. Any.
The point I'm trying to illustrate on my site is that as a knife is used up, sharpened again and again, more stock will have to be removed behind the cutting edge to keep it sufficiently thin. If the blade is thick, you'll simply have to remove more stock. A hollow grind is thin, so it may be able to be sharpened more often without spending a large amount of time and effort to removing or relieving the blade behind the cutting edge. I also state on my site that a hollow grind is not a grind suitable for chopping or high impact, though a hollow grind, if made well, can be strong. Most guys who use a knife professionally know that a knife is not an axe.
If I'm still entitled to my own opinion, I'll offer this: I know that guys can go on and on about the intricacies of grind geometry and complex angles, micro crystalline structure, wear characteristics, and steel alloy components, and these are important. My question is: are they also looking at fit, finish, balance, design, service, and accessories? These are what I believe sets knives apart, in addition to steel type and grind shape. I think they are important enough that I've given them their own page on my site here.
Want to know more about obsessive-defensive knife owners? I've given them their own section on my Business of Knifemaking page at this bookmark.
Back to Topics
No matter how carefully the edge is honed, blades can be made sharp because they are thin at the cutting edge.
Any knife grind that creates a thin enough edge can be made sharp, and can be made to cut various materials. The shape of the blade does matter when it comes to cutting friction, and resistance while the knife blade is deep in the cut. Just what grind has the least and most resistance to cutting friction on the sides of the blade?
I read a comment once where the writer had claimed the convex grind or rolled edge has less friction because it only contacts on a tangential point. This would be true if only the material being cut has no give, no movement, no springiness to it. Also, as that material is cut, it would just open up, not pinch, but contact rigidly at one single point. But just what material would that be?
The fact that you are cutting instead of sawing means that you are not removing any material from the cut. In a saw cut, the teeth on the blade have a wider kerf than the blade itself, so that is why the saw blade does not stick and create friction in the cut. Knife blades have no kerf, no material is removed in the cutting action, so the material being cut will, of course, try to fill the cut, and push against the sides of the blade. The thinner the blade, the less friction and resistance. A taper or convex grind or rolled edge will push outward on the material being cut at a greater amount than any other knife grind cross sectional geometry. A flat grind will press less, and a hollow grind offers the thinnest blade and the least friction of any blade grind. This may seem like a small item, but in combat knives, where great force is delivered to the blade edge, and tough fibers, textiles, and tissue create great friction in the cut, any advantage is welcome. This is another reason nearly every military combat professional that I make CQC and CQB knives for requests hollow ground blades, whether the knife is straight, swept, or recurve in profile.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsHi Jay,
Sorry, not a 'serious knife purchase enquiry' at the moment.
Just, what bloody amazing work. Your knives are art!
Yes I'm looking, but I was actually doing a bit of research on ATS-34 ... (for a purchase,
I'm not a knifemaker's arse) ... and found your comments during a search.
Okay, enough dribble. Just wanted to acknowledge what you already know, your work is a step above anything I've seen before, and
I've been looking around for a long time.
Cheers,
Rodger,
Adelaide, Australia
This question comes up periodically on forums, discussion boards, and in knife conversations between knife enthusiasts and makers. The curiosity starts like this: a blade is sharpened. It cuts and the owner (or maker) can feel that the cutting edge is roughly tearing through materials, like paper, and the edge is compared with a second knife, either sharpened by someone else, or fresh out of a box from a manufacturer. The second knife seems to cut smoother, with less perceived microscopic tearing, and less chattering. The guy comparing the knife edges notices that they are made of different steels, and therefore concludes that one steel has more microscopic "tooth" than the other.
OR
Some anonymous guy on a forum who claims to be an experienced metallurgist says that the size of a carbide particle of D2 limits how sharp a blade can get since the radius of a cutting edge is limited to the carbide particle diameter.
OR
A maker or knife owner sharpens a bunch of knives, and in doing so, notices what he
distinguishes as differences in the cutting edges, even though
the knives have similar edge thickness and geometries, and then concludes that one steel must have more
tooth than another. He throws the idea out to
other knife enthusiasts, they begin to discuss the intricacies of
grain structure, grain boundaries, bonding strength and they repeat it again and again, and even receive some
agreement about the toothy issue. The comparison and evaluation persists,
because, after all, he has experienced it himself and surely others
do, too.
This is how myths get started and continue to thrive. Please, please educate yourself and don't contribute to myths in our tradecraft!
NOTE! I used to have the idea in this section describing a the size of a singular atomic particle, detailing the atomic particle radius, but that was a bit confusing for some readers. So I re-wrote it to describe and detail the size of an eta-carbide grain, something that is much larger, in hopes that a reasonable, grain-sized scale would make sense. After all, carbide structures do not appear as singular atoms, but in grains, so this would be a more practical scale dimension.
The cutting edge smoothness or roughness is determined by one thing and one thing only: the abrasive that was used to sharpen the blade. Carbide particle and other molecular structures are too small to be felt, determined, or noticed at a cutting edge! In other words, this question should sum it up: do you really think you can feel a singular crystal grain of steel?
To understand this, one has to consider and understand the actual sizes of the molecular structure of the steel verses the sizes of abrasive particles used in sharpening. What is this person actually feeling: the abraded (sharpened) surface of the cutting edge, or the individual molecular crystalline lattices of the metal? If he is claiming that the steels are different, he may like to think he is experiencing the differences in the steel crystalline structure, but is actually only comparing the differences in the abraded surfaces of the cutting edges. He is not and can not feel a crystalline structure of the steel. Let's compare the two for some clarity.
The metallic particle radius for an ultra fine eta-carbide is about 10 nanometers. This is small. Incredibly small. Tremendously small. The size of a typical (fine) India Oilstone grit is about 240 grit or 65 microns. Let's look at that from a frank and clear physics standpoint. 65 microns in grit size is equal to 65,000 nanometers . Yes, that's one thousand times larger than a single nanometer. Even if the molecules are grouped, we are talking about vastly different ranges of size, in completely different physical context.
From this simple, clear fact, it's obvious that the knife guy who says he can feel the structure of the metal particles when dragging it through paper is frankly wrong. What he is feeling is the abrasive sharpening particle sizes which leave peaks and valleys at the cutting edge, not the molecules of the material.
Let's go on some, since this concept seems to escape a lot of guys who think they know how to feel the molecules in a cutting edge. Here are some simple comparisons.
Just for fun, let's see how fine a sharpening stone would have to be to affect a cutting edge at the level of the molecular grain of the steel blade. I'll use something we're all familiar with: the American Grit (AISI) Standard measure. It doesn't matter what abrasive I'm talking about for our consideration, we'll just assume that the abrasive will cut the steel, and we'll assume we can get this abrasive particle as small as we want (of course, both of these are horrible misconceptions, but that's another subject). 36 grit is pretty rough, and we'll establish our edge with a 60 grit stone. We'll follow up with a 120 grit, and maybe put a very nice edge on the knife with a 240 grit. This will be great for most cutting, and you can definitely feel a toothy hanging while cutting through a piece of paper. Of course, a sheet of paper is about four thousandths of an inch thick, and 240 grit is about two thousandths of an inch thick, so you can definitely feel the individual ridges and valleys of the sharpened edge while it rips through the paper as there are two of the valleys and ridges in contact with the paper at any given instant. You may be impressed by your tactile sensitivity, but this is not so astounding considering the actual measurements.
Now stay with me; I'm going to delve into this deeply and I don't want to lose you.
We're not satisfied with the edge, so we continue sharpening with finer and finer grit stones. We've got a great stone maker, perhaps from the orient, and he has magical skills bestowed upon him because his great great great (a few more greats) ancestor made a samurai sword out of steel way back in the 17th century, so he knows about these things... And he is willing to create stones for us in 400 grit, 600 grit, and 1200 grit. I know you're probably not impressed with this, you can find a belt from 3M® that goes that small. But then, he pulls out of his mystical sack a stone that is 3000 grit. You may be impressed, but I'm not, for I'm also a lapidary (in addition to knifemaker) and I can easily get diamond belts this fine. We sharpen our knife on this stone (after refining it on all the previous ones), and the edge actually feels dull! Yes, when we touch it, it feels like it won't cut anything, until we look down and maybe our finger has a slice out of it! By the way, this is now smoother and finer than any scalpel out of the sterile aluminum foil and paper package is, they stop at about 400-600 grit! When slicing through our paper, the edge now feels very smooth, with no tooth at all. It's slick and very sharp, and will deliver the best cutting possible, yet people will not perceive this as sharp, since it does not snag, hang, tear, or tug as the individual valleys and ridges are simply too small to feel.
But let's go on down there, down to where the guy who says he can tell the difference in steel types would live, down where the molecules are different (and he can tell this by cutting a piece of paper...ahem). Our mystical stone maker pulls out an 8000 grit stone, and we are starting to be impressed. But hold the phone; DMT® (Diamond Machining Technology) Corporation in Massachusetts makes just such a diamond stone for sharpening knives! Really! So our mystic scowls and pulls out a 14,000 grit stone and nods knowingly. Wait; I'm not impressed. I use diamond grit at 14k for my leather wheels to finish rock. So he sighs and pulls out what is perhaps the finest grit stone we have ever seen or imagined, and it's 50,000 grit. The lapidary in me smiles; I have one of those belts, made by 3M®, and it feels slick as glass. We sharpen our knife with it, an behold, we have a bright mirror polish on our edge. If we could do this, it would be enormously smooth. But still, it's not as small as the molecule so let's get our mystic working on the ultimate stone. He gives us a 100,000 grit. Nope, 3M® makes that too, and now we are about seven thousand times finer than our sheet of paper. That means that while the blade is in the paper we're cutting, there are 7142 actual ridges and valleys in contact with the paper at any given instant while we are cutting.
Are you getting this?
How fine of a stone would you need to cut at the level of the individual grains? Let's take a fine eta-carbide grain because that is one you would find in a well-made custom knife out of a high alloy tool steel. It's 10 nanometers. Our 100,000 grit stone is 0.25 microns. That's equal to 250 nanometers, which could mean that there are 25 grains of our eta-carbide across the thickness of the cutting edge. But we want to get down to one grain in thickness, just one of our smallest grains that you would typically find in a properly processed, cryogenically treated and aged high alloy chromium stainless steel knife blade. So, I need a stone that is .01 microns in grit size or a 2,500,000 grit stone.
That means that if we can sharpen our blade on this 2.5 million grit stone, there would be 101,600 ridges in contact with that sheet of paper as we cut it at any given instant. Yes, that's one hundred and one thousand, six hundred little teeny things that our guy thinks he can feel with his bare hand at the granular level in contact with the paper! Even if the knifemaker completely missed the heat treating, and the result was the larger 300 nanometer carbide grains, there would be 3386 grains in contact with the paper. And he could feel those as he drags his knife through?
"Yeah, the edge was fine but I felt a big grain hang up at about the 2873rd position."
Maybe the guy is feeling the grains as they hang on the individual 10 micrometer diameter fibers of the paper!. Since there would be 1000 ultra fine eta carbide grains across each individual fiber; yeah, that's reasonable ...Sigh...
Do you now see how utterly ridiculous the claim of feeling tooth or carbide structure of different steels in cutting?
It's the sharpening stone you're feeling, dummy.
You can't feel the difference in the molecular structure of a cutting edge.
What you feel is the sharpening stone grit size and technique.
It's humorous to think that there are actually stones that go down to 30,000 sold for sharpening kitchen knives, and there are guys scrubbing away at mirror polishes on cutting edges, but this is also total bunk and a waste of time. I'll get into that in great detail when I discuss actual working cutting edges in my upcoming book, but not here, I don't want to spoil it for you. Hint: there is a reason that scalpels are only sharpened to about 400 grit...
If you are a thinking person, and have understood this section, then you're probably already concluding that guys talking and writing about grain size, grain boundaries, grain bonding, and their effect on a cutting edge is not something they can perceive, not at all. And guys turning their cutting edges into a mirror are just playing at metal finishing on a microscopic scale. Unless they have an electron microscope and full access to a complete tribological equipment laboratory, they won't be able to recognize any difference in cutting via broken grains, un-bonded grains, boundary faults, interferences of individual crystalline structures, or any of the other ridiculous things people discuss when they ignore a badly designed, poorly constructed knife. These are the musings of guys who, if they really did understand knives and blades, would be much more concerned about the correct grind geometry to produce a worthwhile, durable, and long lasting edge on a knife blade that is reasonable to sharpen, the only service that a knife owner needs to perform. They would be concerned about carbon steel blades rusting and corroding in their food, not the fineness of the Japanese water stone on low-grade alloys with a beaten, dark, and pitted finish on the blade flats. But then, how would you appear more knowledgeable than others if you couldn't discuss knives with "grain boundary issues?" Sigh...
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsMr. Fisher,
Thank you for ruining me. I was blissfully happy in my ignorance. Now through your fantastically informational
website I have become a little less ignorant on knives, steel and what a true custom knife should be.
Wow! You are an artist. Period. Knife, sheath, stone and photography are extremely difficult to surpass.
I found your site doing a search on Buck Knives steel. I had noticed they didn't look or perform like my old, old, old ones.
420HC vs. 440c. Reading a few forums, I immediately knew I was reading opinions and bunk, not facts. Eureka!!! 440C a love hate
relationship. Now I know facts. The knowledge I have gained in a short time has really, really been more than enjoyable. The
carbide molecule sharpening too funny!!! Ignorance can be cured.
One day soon I hope to find the funds.
Thank you Sir.
Chris Williams
Red Bank, MS
When someone says "razor sharp," they are comparing the edge to a hollow ground straight razor of old.
Yes, it's true, there is much more to the knife grind than the cutting edge alone. Please take some time to familiarize yourself with the terms on my Knife Anatomy Page. In my upcoming book I'll go into much greater detail, but the grist is this: the grind has a termination (plunge) and a lead-off (at the spine). These two areas are immensely important to the overall strength and usability of the knife blade and its longevity and value. The grind termination of a flat grind is often very squared off, as it is the easiest way to form this area. Guys even call it a shoulder which is supposed to justify their practice in squaring-off the termination, but nothing could be worse than sharp angles in this area! Also the shoulder is a completely different component on the tang of a hidden tang knife or sword, so the use of the word in this definition is sloppy and incorrect.
Think of how the grind termination is formed on both sides of the knife. If you have a deep grind which cuts through and removes most of the blade thickness at that point, the knife will be much more subject to breakage right there at the grind termination! This is why I think it's critical to have a gentle, curving, sweeping grind termination, so that stresses at this critical point are reduced, and spread over a meaty, thick part of the spine. By the way, nearly all factory knives have sharp grind terminations, leading to extreme weakness in this area. This is a simple artifact of the automated or unskilled effort to grind a knife blade and is a sign of a poorly constructed knife overall.
The second component is the lead-off. The most used part of a knife is the first two inches. The lead-off and how a maker handles this area is important to point strength, point sharpness, and point longevity. Please remember that the point is the weakest part of the knife. Any knife point can be broken. To prevent breakage, a lot of factories and makers leave the point very thick with a short lead-off. Sure, you have a thick point, the point is stronger. But what about after you sharpen the knife three or four times? With a thick lead-off, sharpening will yield a cold chisel-shaped geometry and a poor cutting angle, which will make the knife user apply more pressure in the cut or piercing activity, and more pressure applied will hasten point breakage or slippage, causing a nasty accident. In order to compensate and thin the knife sufficiently, steel has to be relieved behind the cutting edge, and the profile shape of the knife can be dramatically altered when this is done.
Some makers tend to grind knife blades thickly, some grind them thin. I'm a fan of thinner blades, because of longevity, cutting geometry, and value. I do not recommend whacking down the oaks in your back yard with one of my knives, because a knife is for cutting, and an axe is for chopping. The modern knife user knows this, and often carries a small camp saw for just such a purpose.
It's clear that there is rampant confusion, misrepresentation (lies), and folly in consideration and discussion of the geometry of the knife blade thickness at the grind termination. By the way, I don't like to use the sloppy term "plunge," it's a verb, and not a noun, but it's as crude and non-specific as calling a thumb rise (where the spine rises to meet the thumb) a jimpy jump, or other such cutesy and guttural sloppy nonsense. Since when do handmade knives had jimping, anyway? In the world of handmade knives, jimping is an outright lie, as jimping is defined as being done by a machine. More on all these pesky terms on my website definitions list.
Back to the grind termination: Let's call this area exactly what it is. It's the area where the grinder (the knifemaker) stops grinding (terminates) at the ricasso. This is a difficult area for most makers to establish and finish, as the sweeping, rounded form of the termination (the curve) is established in actually three individual directional controls, all offhand. No wonder guys just square it off with a jig and a flat platen sander; I get it; it's easier and faster with less offhand control or skill necessary. Consider that the skilled hand grinder (the knifemaker) has to match both sides of the blade offhand and it is easy to see an error between sides when each eye looks right down the point at the grind lines while rotating the knife. This set of curved and scalloped concave areas can't be completed with jigs and holders; and I'll describe the complexities and three axis and varying concavity control in my book. Since grinding it square (typical of disc or small belt grinding on a hardware store sanding machine made for wood), that will weaken the blade-to-handle junction (detailed in the topic in this section above), it's a tough area to grind and finish. What I didn't write about above is the grind termination's relationship to the relief, the actual cutting edge, and blade thickness between the choil and the edge. So, for all of you wondering how I've learned about this, hold on, I'm going to get a bit deeper.
The hand can do an amazing set of things, and I can tell within the first three knives if a new maker is able to establish the complex relationship of balanced force applications while standing in front of a grinding belt going 55 miles an hour. Oh, and he's got to switch sides and do exactly the same thing on both sides with opposite hands. The grind is all about generalized thickness behind the cutting edge. I said generalized because the hand cannot control like a machine, just close to it (if you've got a lot of skill and practice).
This generalized thickness is determined by the knifemaker. He can make a blade thick for strength, or thinner for a lower sharpening angle and a sharper edge. And in unique form, he can also vary the thickness of his blade along its length. Some people think that the thickness of the blade just behind the cutting edge should be as thin, uniform, and regular as a machine. Why? Because then, it looks machine made, that's why! This is a stubborn concept and it's time it left our trade. There is a difference between a machine-made knife blade and a handmade one and this critical area is one place this can be demonstrated.
The knife owner wants as much cutting edge length as possible. This I've learned in over three decades of knifemaking; I've never had a guy tell me that the knife had too much edge length and to please make more of the blade length useless. By the way, any length of blade at the ricasso is useless, and history shows us that knives have been built for centuries that limit, restrict, or even repurpose this area because, frankly, it's not blade, and it's not handle. So, cutting edge length maximized is the first concern of the knifemaker who wishes to satisfy his clients needs.
Secondly, and most important, the reason a maker chooses to leave this area thick is one of strength. If the blade has a deep choil, it's easy to see why you would want additional thickness in this area, it supports a cutting edge at its very termination, the area that, unfortunately some call a heel, which really only exists on heel-shaped blades like big chef's knives. Because I know that this area of the knife can experience intense forces, I choose to make my knife blades thicker there, to add strength.
To the unaccustomed, this appears as a general widening of the relief, the area that is ground to establish the thickness behind the cutting edge. You can't hardly see the actual edge in most photos, usually only the relief. By the way, this is not some bevel; it's called a relief. This denotes increased thickness of the blade, because usually, the blade is relieved at the same angle along its length so that the owner can more easily sharpen it. This little thickening of the blade can even be seen on my tactical blades with serrations, indicated by longer serration cuts higher into the blade because the blade is thicker at this location.
This area is critical to blade-to-handle strength, and is second in concern only to the point. The pressures that can be exerted there are immense, and knife users always bear down there rather than the point, because the know a thin point can break. So I build them thick there, that is my desire and choice. If you've ever seen this area fractured, you'll understand why I do it this way. It creates a half-moon circle of broken-out metal, and the knife is then valueless and irreparable. I don't want to chance it, and I've grown to like the gentle curves and elegant sweeping nature of the relief width. Handmade, not machine-imitating. You can see it in just about every knife, like the one below. It's almost like the blade has a bit of a smile...
Back to TopicsOften, when knife owners get defensive about their knives, they leap to the time tested tradition of "my knife is sharper than your knife." This is rooted in the boy-child game of "my marbles are brighter than your marbles," or "my dog is bigger than your dog," or "my dad can beat up your dad." Their concept is that if a knife can be shown to be sharp: really sharp, scary, extremely, shiver up your spine sharp, you will be amazed, impressed, and awe-struck by the knife itself. Then, they can claim the grind, the steel, the knife is (of course) much better than others.
The method to accomplish this is always the shave the hair on your arm trick. They even call it "popping the hair off your arm," or claim the edge "just pops the hair off." This may be based on the concept that the hair is so terrified that it leaps off the arm in fear when it sees the knife blade coming, rather than suffer the certain severing with ultra-keen steel that will undoubtedly occur.
Any object or material of sufficient thinness and reasonable strength can be made sharp.
Sharpness and sharpen-ability alone do not make a valuable knife.
There is a great demonstration by a world famous sharpening expert (whom I greatly respect) of him taking a dull, double-bitted axe and honing it to razor sharpness in minutes, and shaving a full beard off his face. Yep, when I need a good close shave, I head to the shed out back and grab a shovel, hoe, or even a maul and take it to the bathroom with a hand full of Barbasol®. A retractable blade utility knife with a brand new blade is pretty sharp, definitely sharp enough to pop the hair off the arm or face, and I shave with those too, but not when I want to impress the in-laws visiting for the holidays.
I can take a piece of brass, phenolic, or china plate and make a cutting edge out of it. Some of the sharpest cutting edges ever in existence were obsidian flakes, and I guarantee they are much sharper than broken glass when flaked right. Ask any flint knapper what he thinks is a sharp edge, and your knife's cutting edge may cower in comparison. But does the edge alone make a great knife? Of course not.
These are but a few examples of the obsessive-defensive knife owner. Want to know more about obsessive-defensive knife owners? I've given them their own section on my Business of Knifemaking page at this bookmark.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to Topics"If i get 8 hours to cut a tree i'll spend 7 hours to sharp my knife."
--Abraham Lincoln
Factories don't really know what you need to maintain a sharp cutting edge, and they don't even send the knife from the factory with a sharp edge. In fact, most people have never even seen a knife with a truly sharp cutting edge, and are astonished and frightened when they drag their finger over one. I've seen this again and again, and it's really sad. Mostly, factories use a fine, hard buffer and light abrasive to quickly rough in an edge, then out the door it goes. This they often call a rolled edge, and even boast (falsely) that is sharper than an accurately faced edge! It may seem sharp, but is easily and quickly dulled, and does not possess a geometry that will allow the user to re-sharpen the blade with any reliability, the only service the knife owner is responsible for. So the knife dulls, and a dull knife is a dangerous knife, because the user will apply more pressure to achieve a cut, and then he will slip. A slip is a knife out of control, headed at high speed towards a soft body part; most cuts are from slips. When you have a sharp knife, you're cutting carefully and slowly, you have great respect for the edge, and the experience thoroughly enjoyable. Just hand someone a sharp knife to cut their food, and watch their whole demeanor change. It is truly pleasurable to use a fine, sharp knife!
Your field sharpening will differ from my initial edging that I put on in the shop, though not by much. You can tell from the previous sections on blade and edge geometry and the relief face angle and the cutting edge that the proper angles are important. The first angle to define on the knife is the edge relief face, that is the removal of the metal behind the cutting edge. In the shop, I do this on a very slow speed belt grinder in two steps, my first cut is with a worn 60 grit ceramic belt, and a second pass with a 220 grit ceramic belt usually defines the relief face angle and cuts a clean, clear line.
More about knife owner sharpening on my 'Knife Care" page at this bookmark. For more advanced details about sharpening, please read my "Sharpening and cutting edge types; Refinement of sharpening by the knife owner" on my Knife Care page.
Edge relief in the field is more difficult and arduous. Some steels, like CPMS30V, CPMS90V, and D2 can not usually be effectively relieved (and thus sharpened) in the field. Diamond stones can help, somewhat, but if you're removing a large amount of the face, a tiny stone or diamond is not capable of this, and you're unlikely to carry a two by eight inch bench stone into the field. For handmade custom knives which are made from very hard, tough metals, you must bear down very hard in the initial stages in order to remove metal. There is a rhythm to this, and a lot more work than you might think. You'll see movie images of some chef whipping up an edge on a steel, and this is not how a fine knife is sharpened; it is how cheap (and soft) chef's knives are sharpened.
With fine, hard, blade steel, it takes a lot of work and careful attention to hone up a fine, razor-keen edge in several defined steps. You'll need a way to remove some serious metal: a coarse diamond stone, a coarse silicon carbide stone, or a slow speed wet grinder will do the job. Bear down hard, but not hard enough to bend or distort the blade or overheat it. A bright light helps. Keep the relief face angle as low as possible, without touching the spine or flat of the knife on the stone, or you'll scour the blade finish. Once completely relieved, you'll see or feel a burr of metal hanging on the edge. Now, you increase the angle by a few degrees by lifting the spine of the knife a small amount, and carefully start to sharpen. I like to use a hard Arkansas stone or hard, smooth ceramic stone for the final edge, and this is always done by hand.
The knife is pushed at an angle into the stone, and there is a definite rhythm. Control is the key here, you do not want to lift the spine of the knife and change the angle, or your work creating the relief face will be ruined.
Here are some pictures detailing the hand-sharpening of a hefty kukri. The instructions are the exact method I used to sharpen and maintain sharpness on every single knife. Note that the stone (this one is ceramic) is clamped in a vise for rigidity. You must have control of the sharpening process, and that means the stone must not move. Sometimes special benches are constructed with pockets to hold the stone and stop it from moving. But access to the stone at an elevated height works best for me, as the curvature of the blade may force me to have a hand below the level of the stone face. The steps:
The knife should be sharp enough now to glide through a single sheet of newspaper without sawing.
More about knife owner sharpening on my 'Knife Care" page at this bookmark. For more advanced details about sharpening, please read my "Sharpening and cutting edge types; Refinement of sharpening by the knife owner" on my Knife Care page.


Great Knife..such balance no hand fatigue and sharp too. With that knife in my kitchen. . .
I am a surgeon--- not a butcher.
-- B. M.
, obverse side view in hand-engraved 440C high chromium stainless steel blade, hand-cast, hand-engraved bronze guard and pommel, nephrite jade gemstone handle wrapped with sterling silver, hand-carved, hand-dyed leather sheath")
Sharpening the inside curve of a khukri (kukri, khukuri), recurve, or concave profile knife is not easy, and this is one of the drawbacks and limitations to a recurve blade, since sharpening is the only mechanical service to a knife the owner must do themselves. You might be tempted to use the corner of the stone, but don't! The pressure and surface area of that part of the stone will dig into the blade, and gouge the steel, creating a wavy, irregular edge.
You must use a round ceramic or steel. I recommend the largest diameter ceramic you can find. This will be hard to find, because these are not commonly on the market. I receive emails all the time asking where these ceramics can be found, but I know of no company that actually manufactures large diameter tubes for sharpening knives!
Factories don't really know what you need to maintain a sharp cutting edge, because they don't even send the knife from the factory with a sharp edge. The sharpening market is full of gadgets, tools and devices, but very few of them are actually needed. I use a coarse stone, a fine hard stone, and a round ceramic for inside curves and recurved blades.
The round ceramic is used just like a stone, with the same angles for the relief face and cutting edge face. The knife is dragged across the ceramic, or the ceramic is drawn across the knife. you can see the metal streaks on the ceramic, and this shows that metal is being removed. The sequence is the same as the standard sharpening sequence detailed above. Here are some pics that show a 1.25" ceramic tube being used to put a final edge on the inside (concave) curve of a Khukri.



Are there different degrees of sharpness? Of course there are. A scalpel has a completely different geometry than an axe, and the edge on a skinning knife is different than a combat tactical knife. A balance must be made between durability, longevity, and serviceability.
When I got into knives, I looked for the ultimate resource on the cutting edge. What I found was a man who had made a living for over 45 years as a sharpening consultant to the textile and meat packing industry. In industry, these guys don’t screw around. They don’t have time for confusing and mystical gimmicks or hyperbole. They must have the sharpest cutting edges, for the longest time, with a sharpening technique that is clear, maintainable, and very keen and effective. If you’ve ever seen the line at a packing plant, it is an amazing thing- the people are whipping meat off the bone at an incredible pace, and there is a reason they wear cut-resistant Kevlar gloves with wire reinforcement! In textile plants, razor sharp wheels, shears, and blades cut through thousands of miles of materials, textiles, and plastics, without snagging or tearing. This guy advised them on how to maintain their cutting edges.
His name was John Juranitch, and he wrote a good, short, concise book on what he knew. It’s called Razor Edge Sharpening and it’s available through numerous sources on the internet. I used to have a direct link, but since the sites change their URLs so frequently, it's best to do a search. Here's a link to my links page where you can get the correct information to find this book. This book is an absolute must have for every person who has ever or will ever sharpen a knife, and if you are reading this, you need to get this book. It blows away a heap of wives tales, myths, superstition, sales hype, misconceptions and outright lies about what it takes to create and maintain a sharp cutting edge on knives, axes, broad heads, and even fish hooks.
I have no personal or professional association or relationship with the owners of this copyrighted material, but I do have a lot of respect for Juranitch's work and his simple writing style. You'll find some complaints on the reviews of this book, and I'll suggest that you take them with a grain of salt. Take for instance, the comment that the book is "dated." Well, of course it is, it was written a long time ago; what older book would not be dated? But the date of publication has nothing to do with creating and maintaining a cutting edge; this is something that is the same centuries ago and will continue to be centuries from now. Most of the complaints are about the writing style and the folksy comments, which have nothing to do with the process of sharpening a knife. News flash: this book was not written for its entertainment value, it's about a process that works.
It's interesting to note that many people complain about sharpening. Why it's not easy, why the latest gizmo, rack, machine, technique, and tricks don't deliver. This is mostly because of what we used to call in industry: operator error. Few people have the hand strength and motor control to carefully hold any knife at the consistent angle for sharpening in a long, drawn out repetitive motion activity like sharpening. It takes strong hands, well trained. So, rather than actually practice, they blame a technique, instruction set, abrasive, or even the knife. Mostly, it's the guy holding the handle. If you don't have good practice and good hand control and strength, don't expect any gizmo or machine to do this for you. It may be worth your money to have a professional sharpen your tools. If they do, they should be able to explain how and why it's done a certain way, and this is what Juranitch does in his book.
New steels and materials do not require any different sharpening method or edge apart from some of them requiring diamond abrasives to cut the harder and more wear-resistant steels. A simple angle, consistent repetition, and a pair of strong man-hands are required. Machines will overheat the steel and screw it up, so will buffers and power tools. I'll have to put it in my video list to make a sharpening video; it's really very, very simple to achieve and maintain a razor keen cutting edge that lasts and is simple to re-sharpen.
Please remember that Juranitch's book is simply a primer, a good place to learn about edges. Some details are dated; such as the use of a rod to sharpen chef's and butcher knives; more on that here.
By the way, I've never had one, not a single complaint whatever about any of the thousands of knives I've made over the last 35+ years about the cutting edge: it's sharpness, its ability to be sharpened, and its cutting performance; quite the opposite, my knives are scary sharp. I think that stands for something; and that is how it should be!
Back to TopicsHi Jay,
I emailed you a few months ago and we exchanged a few emails. Still absorbing a lot of info on the subject. Also
ordered the book you recommended on your site for sharpening knives by John Juranitch and am very pleased with the
results I am getting. He also explains how to sharpen hand plane blades and that has come in particularly handy as
I used to make furniture for a living and still do a fair amount to supplement my income. I thought my hand planers
were sharp, but they are now on another level. Your website is quite a resource!
--M. R.
First, hones and steels: I do not recommend any steel hones for sharpening. First, steels do not sharpen, they merely hone an already established edge, and if the blade steel is good steel, the edge shouldn't need honed. See the details of steeling in Juranitch's book, recommended in the previous topic and available (at this link).
Honing is usually needed on softer and cheaper steel blades (chef's production factory knives), because the edge rolls to one side or the other (on a magnified or even microscopic level), or can become irregular. Steeling is recommended only for highly trained and skilled chefs, and with very light, surgeon-like, slow control because of the potential to damage a good, established cutting edge. And it is never used on a fine custom or handmade knife, because the edge does not need to be dressed like cheaper knives. Use only a fine, hard ceramic, Arkansas, or diamond stone to maintain a fine razor keen edge on the knife after proper relief. It's funny how over the thousands of years of metal blades, a hard rock (whether it be ceramic, natural, or diamond) is still the best way to keep a fine cutting edge.
Second, rods and gizmos: About rods and pinch style sharpening hones: there is a bad price to pay for point-contact sharpening of any kind. There are many types of these sharpeners, called mouse trap, m-sharpeners, v-hones, power hones, steel guides, triangular sticks, guide rods, and many others. I do not recommend any of them because the blade only contacts the cutting edge on one small point (where the steel or hone is), it can cut or abrade the edge away unevenly. By applying more force in this one tiny area, and no control spread out over a long surface of the cutting edge, eventually the edge will wear away unevenly, leading to a wavy edge. For proper sharpening geometry, you can visualize how uniform and even a cutting edge will be if the knife is drawn across a two-inch wide ceramic or diamond stone, with a lot of surface area to spread out the pressure while pushing the knife against the stone. A point contact device would be like trying to sharpen the knife on the corner of the stone; no matter the guidance establishing an angle, the high force in a tiny area of the blade will eventually create a wavy and irregular blade! A wide sharpening stone will preserve the edge along the length and keep it even. The only exception is the inside curve, where you need a wide, round tubular or cylindrical stone as listed above.
Back to TopicsMost of us have seen a father, grandfather, or barber drag or whip a razor on a leather strop. Sometimes, these actions are so ingrained in our visual imagery of the knife that we associate the action with the profession and the connection between the two are anchored in media representations. If you see a man in a white smock whipping a straight razor across a wide leather belt, you automatically recognize him as a barber. But what is stropping and why is it done?
Stropping is done to polish the cutting edge of a knife blade. Since very little abrasion occurs in stropping, it doesn’t really create or hone the cutting edge in an aggressive way. The edge, having already been ground and honed, may have roughness due to the coarseness of the stone used to put the edge on the knife. For more information on this read about the "tooth" of a knife blade cutting edge above. A hard Arkansas stone, for instance, is a very fine abrasive, but it does have some tooth and that roughness can be felt along the cutting edge. Stropping was usually done by barbers, prior to shaving a client because they want the edge slick and smooth, so that it glides through the hair without snagging it and pulling or tugging just before the cut
Stropping a knife blade is not necessary in most cutting chores, as it does little to refine an edge. Improper stropping can actually damage a cutting edge, because if the angle is not just right, it will round over the cutting edge, making it less specific, and creating a convex profile that can only be corrected by re-grinding and re-sharpening. So, stropping a cutting edge should only be done by well-practiced professionals.
You can read all the details about just what constitutes a fine cutting edge in John Juranitch's book (at this link). It’s a good, professional and simple text, and worth every penny.
Back to TopicsHeat treating is a specific process laid out in clear and concise steps for each type of steel.
The reason I started making knives is because when I was young, I heard about the secret of steel: the fact that steel could be heated and cooled at different temperatures and rates, deriving a piece of metal that was dozens (sometimes hundreds) of times softer or harder than a piece cut from the same bar. It amazed me and an old welder said, "If you want to learn about heat treating, make a knife."
Learn much more about this on my Heat Treating and Cryogenic Treatment of Knife Blades page.
He was right. I started annealing springs and "found" steel stock, and working on every piece of steel I could get my hands on: tungsten saw blades, leaf springs, old tools, files, and planer blades. I used exotic steel scraps discarded from machine shops, metal suppliers, and surplus centers. I used torches and my eye to determine temperature, quenched in olive oil, motor oil, gear oil, water, and brine. I used magnets to determine critical temps, and my eye to judge tempering colors. I tested with files for hardness, other knife blades for wear resistance, and a vise and a pipe to break the blades for grain inspection. I modified and built my own host of ovens and furnaces. I beefed up burnout ovens and added nitrogen diffusion inlets with high purity nitrogen applied through flow rate regulators and constructed multi-chamber furnaces with independent, low gas circulating, inert gas quenching chambers. I added specialized electric elements and converted my furnaces to rapid ramp, with some gaining 500° Fahrenheit a minute when empty! These are hot, fast, and clean units. I modified special freezers for sub-zero quenching, then moved on to shallow and deep cryogenic processing with multi-stage, multi-loop mechanical refrigeration and liquid nitrogen at 325°F below zero. I trained, learned, and trained some more, but the basic process is still the same. After profiling, the master grinds, the profile finishing, the filework, and the engraving, the holes are drilled, all milling is completed and excess material is removed from the blade. Then the knife blade is heat treated. It's heated to a stress-relieving pre-soak, brought to its critical austenitizing temperature, quenched to its maximum hardness through various steps, rates, and processes, and some are then brought to cryogenic temperatures and then aged. After that, the blades are tempered the correct amount of times, in specific sequence, with cryogenic thermal cycling when necessary, to the correct balance of hardness and temper for the intended use. The exact process is defined by the steel manufacturer, and fine-tuned by the knifemaker. After hardening and tempering, the blade is tested for hardness with a certified apparatus, finish ground, and then polished.
Learn much more about this on my Heat Treating and Cryogenic Treatment of Knife Blades page.
Throughout my career, as I studied, I found was that there was an entire science of the crystalline structure of steel: how it forms entirely different allotropes and components based on metallurgy, mixtures, exposures to heat, cold, duration, and more. Tool steel is not just steel, it's martensite, bainite, austenite, ferrite, pearlite, cementite and carbides. It's carbon, chromium, silicon, manganese, magnesium, tungsten, vanadium, and sulfur. It is a complex scientific field of study and practice, and as a knifemaker, I'd better be knowledgeable about my field. I heat-treat specifically as the manufacturer requires, and modern tool steels are made in clean, regulated conditions, so that is how I treat them.
You might wonder why I do all my own heat treating and don't trust it to an outside contractor, as many knifemakers do.
Who knows if an outside heat treating contractor is paying attention to these items? I trust myself to do this critical set of processes, not an outside heat treating contractor. That's why heat treating is the number one thing a knife maker should know and do himself.
Learn much more about this on my Heat Treating and Cryogenic Treatment of Knife Blades page.
I read on one forum where one anonymous idiot submitted that "Jay Fisher's heat treating is nothing special." This shows the absolute ignorance of the person who would post this. Heat treating is not some special inconsistent and ambiguous art, where individuals get to creatively modify times, temperatures, process steps, and handling of the blade depending on their mood. Heat treating is a specific process, determined by the engineers who work for the steel supplier, laid out in clear and concise steps for each type of steel. Heat treating is not "special," it is a recipe to be followed exactly to produce a specific result. When you hear that guys have some proprietary, exclusive, and secret method of hardening and tempering blades, you need to run the other way (tightly clutching your money). Do you honestly think that finely engineered products in the best military, industrial, and medical field are handled with mystery steps, secret process, or magical methods? Okay, scratch the mysticism and ask yourself if you think that any part of this process is variable, changeable, erratic and whimsical.
Of course not; that's just ridiculous. Any machinist who works with tool steel knows that the manufacturer of the steel explains exactly how to heat treat the blade to yield a reliable and dependable result. It's a process, a set of instructions, and all good knife makers follow it to the letter, or the steel won't perform as it was engineered to. If a knife maker does not follow these steps, he is claiming that he knows better than the trained engineers who develop these fine steels, knows better than the thousands of machine shops that use them, knows better than the (International) American Society for Testing and Materials, the American Iron and Steel Institute, the American National Standards Institute, and the American Society of Mechanical Engineers. Do you honestly think that the tens of thousands of ASTM, AISI, ANSI, and ASME technical specialists and engineers have less knowledge about steels than a guy who makes knives? That's why I follow the manufacturers' guidelines as all good makers should.
Heat treating is the number one thing a knife maker should know and do himself.
Learn much more about this on my Heat Treating and Cryogenic Treatment of Knife Blades page.
Most heat treating companies who work with knives set the blade at one hardness: 58 on the Rockwell C scale. I have blades that range from 54 Rockwell C for heavy choppers that must be shock resistant and tough to 55HRC for springy, flexible fillet knives, to 56 for very thinly ground moderately light trailing point blades, to 57 for standard but thinly ground knives with a light cross-sectional profile, to 58 for many standard knives, to 59 for harder, thicker tactical models, to 60 for short and robust small folders and heavy-spined knives, to 61 for special-purpose cut-off blades for hazardous materials rescue and light metal cutting. I even have blades that are differentially heat treated and tempered, for a range of hardness along the blade. Where I set the final temper depends on three things:
I can't see an outside heat-treater working with a hundred custom knife blades all from different makers knowing these details. Read more about the Rockwell hardness scale on the Blades page at this bookmark.
And factory knives? Makes me growl. A group of USAF Pararescuemen brought me some factory made knives they'd been issued. They claimed that the edge rolled when used. I'd never seen such a thing, so I got permission to do a diamond penetrating hardness test on them. They were 100 times softer that they should be, that is, they weren't even heat treated! Then, a friend took one to a metals analysis lab, and found out the steel (which was marked right on the blade "ATS-34") had none of the percentages of alloy components of ATS-34. They didn't even know what the blade steel was! And this factory sells thousands and thousands of knives a year. By the way, there is no law preventing a factory from stamping anything on a blade (except gold "kt" marks). Read more about knife manufacturers, factories and boutique shops.
I know some old time makers who will tell you that unless you do your own heat treating, you're not really a knife maker. That may be, but many knife makers do not do their own heat treating. They like to boast that their heat treating is done by old so-and-so, and everybody knows he does a good job. Sure, there are some good heat treaters out there. Several can do a predictable job, producing repeatable standard results. I simply won't have my blades leaving the shop and not knowing what someone is doing with them. So, since heat treating is an extremely important part of knife making, I do it myself. I buy my steel from a reputable supplier, and it's done right here in the shop, it's tested for certainty, and it's done right.
Okay, unless you missed the link: Learn much more about this on my Heat Treating and Cryogenic Treatment of Knife Blades page.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsI've noticed that this page gets a lot of attention from knifemakers, and discussion goes on and on about knife blade steel, how to heat treat it and what to expect. This can get out of hand, with guys claiming to know special bonding structures of the grain, grain size and shape, and describing various methods to achieve certain invisible, unproven, and ridiculous results. Here's my take on this:
Heat treat each piece of knife blade steel according to the manufacturer's directions. THAT'S IT! You don't have to try to better their process; the foundry knows how they made the steel and they politely and effectively tell you how to heat treat it for the best performance.
Why?
All knife blade steels are not the same, even if given the same type designation! Since minor variations in the alloy content are certain to occur as a result of foundry process, as a knifemaker this is not your concern. Just heat treat the steel according to the manufacturer's directions.
Good grief, it's easier than baking a cake! When you bake a cake, you have to measure and mix the ingredients, and the foundry has already done this for you!
If, as a maker, you think that you have some better process than the steel supplier, please do tell them your discovery, maybe you can become a metallurgist or engineer. Also be sure to tell every machine shop and industrial manufacturer of machine tools, dies, valves, shears, forms, presses, and every other industry that uses the steel. Wait. Do you suppose that these professional industries already know how to achieve the best performance in their steels? Then, who do they get their heat treating information from? Could it be the supplier of the steel? Ahem.
Just follow the steel supplier's directions.
I don't know how this could be simpler. And then spend some time on Fit, Finish, Balance, Design, Accessories, and Service, as these are the real limitations for most knifemakers today.
Hello Mr. Fisher,
I just want to thank you a lot for writing your long detailed page on heat treating.
After about 4 days of scrolling internet forums and such, your post laid it out the best.
So relieved...!
Thank so much for your time... otherwise all the best!!
Sincerely,
Marc Stanton
Thank you again- like finding the holy grail of treating that cut through all the floating opinionated stuff.
Heat treating steel is not a secret, it is a process.
I always laugh when someone sends me a link to a factory knife page, where it's stated that they use a highly guarded secret process to heat treat their knife steel. Usually this is followed by a description of the steel in vague terms, and how it's special only to their company, and they alone can offer the benefits of this special steel, and secret, magical process for heat treating. They try to apply so much mystique to what happens to the knife before you get it, that you don't notice the poor grind geometry, the thin, weak blade or the thick, unsharpenable blade, and the lousy handle bolsters, guards, fittings and sheath. This infuriates me, and I see it time and time and time again.
Hardening and tempering are not closely guarded proprietary secrets. They are clearly defined by the steel manufacturer for the type of steel and the intended use. There is no mystery or drama to the heat treating process, just good, clean practice. See the detailed topic above.
How a knife is heat treated and the final temper is critical in the creation of a knife. A knife must be as hard as possible for a long wearing edge, yet tough and resilient so the edge doesn't chip or the blade doesn't break. It's easy to understand then, why tempering is in many ways so much more important than setting the initial hardness.
What is the correct temper? It depends on the blade material, the cross sectional thickness, the type of knife, and its intended use. Most heat treaters set the blade at one temper: 58 Hardness on the Rockwell C scale (HRC). I have blades that range from 54 Rockwell C for heavy choppers that must be shock resistant and tough to 55HRC for springy, flexible fillet knives, to 56HRC for very thin ground moderate light trailing point blades, to 57HRC for standard but thinly ground knives with a light cross-sectional profile, to 58HRC for many standard knives, to 59HRC for harder, thicker tactical models, to 60HRC for short and robust small folders and heavy-spine knives, to 61HRC for special purpose cut off blades for hazardous materials rescue and light metal cutting. I even have blades that are differentially heat treated and tempered, for a range of hardness and temper along the blade! Where I set the final temper depends on three things: the manufacturers type of steel and his recommendations, the geometry of the grind and the cross-sectional area, and the client's intended final use. Every knife blade must be considered and handled with individual care and attention to process detail.
Back to Topics

In a crude way, beginning knifemakers and hobbyists can use a file or saw blade and tempering colors to judge their blade hardness. But after years of knife making, I've found these methods are not only guesses, they can be outright false, leading to poor blade performance, short blade life, or worse, a brittle blade that snaps and can cause a nasty accident.
I read on one of the major internet sites an "authority's" description of the scale of hardness. Evidently, he thought that there was only one scale of hardness for all materials, and that it started with talc (1) and ended with diamond (10). This is wrong! That scale is the Mohs scale for minerals, and has nothing to do with the Rockwell hardness scale! Sigh...
There are several recognized methods to test metals for hardness, and thus durability. Since heat treating can produce a range of hardnesses on metals, each type of testing and each scale on those types are assigned by scientists' and machinists' reference sources for particular metals, uses, and alloys. Some of the major testing devices, tests, and scales are: Brinell, Rockwell, Shores Scleroscope, Vickers, Knoop, Monotron, and Keeps. We are concerned with only the Rockwell hardness test. The hardness tester is a machine that measures hardness by determining the depth of a penetration, and the penetration device and measurement scale we used is specific for tool steels, medium and high carbon tool steels and alloys. It is the "C" scale of the machine, so you will see the hardness referred to as "58C on the Rockwell scale," or "Rc58," or "58HRC." The penetrator used for knives in this device is a diamond point, though different penetrators in differing devices and materials may be used. Note: in the picture in the previous section just above, I'm using a portable tester: a tungsten carbide regulated spring punch as the penetrator, and a hand-held microscope micrometer to measure the penetration and thus, the hardness.
For more information, link to my Heat Treating and Cryogenic Treatment of Knife Blades page.

Mostly, in the studio now, I use the hardness tester pictured to the right. How the device works: The blade is placed on the anvil, and tension is adjusted to relieve play. A 10kg load is first applied, which causes initial penetration. The major load is applied (in the case of a diamond penetrator, I use a 150 kg load), and penetration occurs. Then, the major load is removed, with the minor load still applied, and the penetration is measured. This gives us an accurate reading of the exact hardness at the point of penetration, and thus the relative hardness and temper of the whole blade. The testing mark is usually placed where it won't be seen, since the mark is permanent in the blade.
Hardness testing may take place at many times, particularly in establishing a baseline of process if cryogenic treatments, multiple tempers, and various aging and timing steps are used. These baselines, carefully recorded and evaluated, gives the knifemaker a greater and specific understanding of each steel he uses. The hardness tester plays a large role in these process adjustments. Though the data sheets and white papers for each steel give an idea of hardness and results, these are only a rough guide, and I've found throughout the years that results can vary tremendously from these references. The only way to be sure of the individual knife treatment regimes is to accurately and frequently test each knife. This also assures the knives fit the maximum performance criteria that the high-tech alloys are designed for.
Though the hardness tester is a fairly common sight in complete machine shops, it is sometimes neglected. This is a fine instrument, capable of very accurate readings when properly maintained and used. For example, a slight deviation of the penetrator by the compression of a dust in the bearing surfaces of the anvil that leads to one millionth of an inch displacement can cause significant deviation of the final reading, and give inaccurate results. This is a delicate instrument and has to be regularly cleaned, calibrated, and maintained.

To get a rough idea of hardness relative to other objects and tools, here is a general guide for comparison, based on high carbon alloy tool steels
| General Hardness (Temper) of Tools | ||
| 63HRC | metal files, engraving tools |
⇑ More hard More tough ⇓ |
| 61HRC | scrapers for brass, turning tools, hammer faces | |
| 60HRC | planing tools, twist drills for metals, finishing tools, razors | |
| 59HRC | milling cutters, boring cutters, screw dies, reamers, taps, punches, dies, cold chisels | |
| 58HRC | knife blades, gouges, plane irons | |
| 57HRC | twist drills for wood and brass | |
| 56HRC | augers, chisels for steel, axes, hatchets, adzes, needles | |
| 55HRC | chisels for cast iron, durable chisels, screwdrivers | |
| 54HRC | springs, circular saw blades | |
| 53HRC | wood saw blades | |
Remember, this is only a rough guideline. Tool steels and alloy metals all differ, and there is no reason that a knife blade cannot be 60HRC in hardness, if the alloy will support the blade and still be tough (not brittle), and given the cross sectional thickness of the blade will support the intended use. Conversely, there is no reason a knife blade used for heavy chopping might be set at Rc55HRC, for added toughness and more resistance to chipping. It's about the alloy, the geometry, and the intended use.
Sometimes, I'll set a differing temper on one blade. I've used spine tempering, differential temper, and graduated temper methods where there are a group of differing hardness in the blade structure, for different effects. For example, a long, slender sword blade like a rapier might be tough and springy at the tip (55HRC), harder and more resistant to flexion in the center (57HRC), and very hard and durable at the ricasso, the thickest part that supports the handle and tang (60HRC). As makers, we are responsible for our decision and methods of heat treating and tempering, and thus, can set the specific hardness, toughness, and temper of the blade. With a properly equipped shop, experience, and knowledge of our alloys and blade construction, we can provide specific and exact performance standards.
For more information, link to my Heat Treating and Cryogenic Treatment of Knife Blades page.
Back to TopicsThere is often a lot of talk and a lot of confusion about toughness in this field. Knifemakers can endlessly discuss the merits of their particular steel choices (I can too!), and toughness plays a critical role. It's not enough to make a knife hard and wear-resistant, it must be tough enough not to be brittle. No one wants their knife to break or chip, yet they want it to be as hard and wear-resistant as possible. This is the ultimate balance concept and some makers and manufacturers think that this balance is derived from simply the steel choice alone. Choose the "right" steel and you get hardness and toughness together in some grand and universally superior combination, and can then forget about other steels, other steel properties, and even the knife type and geometry itself.
This Denier's rule is so often repeated (mainly on forums) that knifemakers and knife enthusiasts actually believe it. They go on and on explaining how hardness is somehow a problem, not understanding the entire relationship of hardness and toughness, when it's really very simple. The knifemaker can set the hardness and the toughness anywhere he wants within the capabilities of the steel. He can make an extremely hard blade that is extremely wear-resistant, and he can also make a blade extremely tough and less wear-resistant, but less likely to break. The knifemaker sets this relationship and balance; it is his domain and his responsibility.
A lot of makers like to justify why they don't like high alloy and stainless steels, claiming they are too brittle for use, and they are flatly wrong. The reasons that high alloy steels exist is because they excel in most characteristics (wear resistance, toughness, and corrosion resistance), and they excel in measureable and proven ways. Otherwise, they would not be manufactured, made, or used! Why even make high alloys unless they are superior? Why not just opt for the cheap alloys and spare the expense? Why would die and mold makers, cutting tool makers, and other real industries rely upon high alloy steels in the first place? Worse, why deny the value of an extremely high performance blade to a client? Why try to convince clients (and other knife enthusiasts) that somehow, lower alloy carbon steels are a better choice?
Otherwise, they would never be made at the foundry, never used on any device or machine, application, or circumstance. Alloy sets would not continue to evolve and be developed, and we would be living in the late 1800s where the best steels would be hammered out on an anvil. Do you honestly think that modern metallurgy does not have a grasp on why high alloy content is important and beneficial? Do you think the highest wear, highest toughness applications of tool steels are served by lower alloys?
"Alloying elements very substantially improved the toughness when compared with plain carbon steels of similar strength levels."
"Steels, Microstructure and Properties"
Sir Harshad Bhadeshia
Tata Steel Professor of Metallurgy
University of Cambridge
Let's look at toughness a bit more, since this is what some makers claim is a problem with high alloy steels. Granted, some steels are better used in high wear applications with limited toughness, and some steels simply can not be made hard enough for high wear applications, but it's in the knifemaker's domain and it's his responsibility to explain this to his clients and users of his knives.
As I've written over and over, there are many types of steels for a reason; they all have specific properties, and those start with the alloy content. Lower alloy steels are lower alloy for a reason (usually economy), and because the uses they are designed for do not require the more expensive higher alloy content, the higher cost of machining and working, and the higher cost of proper heat treating and processing.
But where, specifically does toughness fit in? Are lower alloy carbon steels tougher than high alloy and stainless steels? Does the mere existence of chromium or other alloy elements in steel knife blades mean a blade is by its very alloy, less tough? No it does not, and it's time this misconception is cleared up.
When makers discuss toughness, they often make the comparison of carbon steels and stainless steels in a rough and indeterminate fashion, making claims that lower alloys are by nature of their elements tougher, which is in error. They do this because they think that higher alloy content which can result in a blade that has high hardness and high wear resistance is therefore more brittle. A more brittle blade is more apt to break, so the hardness-toughness pendulum must swing in favor of a lower alloy when toughness is paramount and desirable.
This is a zero-sum game and is a fallacy. The increase in wear resistance of higher alloy steels is not just derived from high hardness; it's derived from carbides, martensite, and the microstructure of the steel. Substantial gains in hardness and therefore wear resistance does not, by necessity, mean a high alloy blade is less tough. In fact, most of the high alloy hypereutectoid stainless steels are also much tougher than the lower alloy carbon steels, even at higher hardness! Add to this the misperception and confusion about how proper Heat Treating and Cryogenic Processing of Blades also increases toughness, and it's easy to see why they are confused about toughness.
Frequently cited for example is a sword blade which must be fairly tough and somewhat springy, so that it will flex without breaking or chipping. It doesn't help to see a frequently linked YouTube video of a cheap Chinese attempt at producing a sword, the result breaking when slammed into a table. This is not how the best knife or sword blades are made. Yet these anecdotal demonstrations of poorly made junk are frequently used to bolster arguments by the ignorant, because after all, a video is easier to look at than reading and study, which requires interest and critical thinking.
On the surface this poorly perceived "toughness limitation" of higher alloys seems to make sense, but let's look a little closer. Toughness comparisons are somewhat relative, and there is a lot of confusion about what constitutes strength, durability, and performance in steels. Knifemakers seldom consider critical performance studies, scientific articles, and scholarly research, and yet claim to know what is simply the best steel for the knife based on their own preferences. I'll flatly claim that their preferences are chosen because of their own comfort and familiarity of their steel experience, and this does not always translate to a benefit for the client. As a professional, this field is about the client, not the maker, and that is why I try to work with many types of steels to offer a wide variety of options.
Toughness is not a singular concept, and that is the first consideration. Metallurgists consider stress-strain curves, moduli of elasticity, stiffness and failure rates for an incredible amount of steels to determine their performance value, and though knifemakers are only usually considering a few of these applications, it helps to understand a bit about how they all interrelate.
When knife people discuss toughness, they must include the discussion of ductility.
Ductility is the measurable ability for a material (steel) to deform before rupture under tensile deformation. Consider a wire that is stretched until it breaks. it moves, it deforms, it's bent, strained, stretched and then finally it breaks. The measure of stretching is the percent elongation, defined as the maximum elongation of the section (gauge) length divided by the original section (gauge) length. So, in determining the ductility of a steel type, a wire is stretched until it breaks and the ductility is measured as a percentage of elongation.
Toughness is likewise measured, and can be considered ductility with strength. Toughness testing usually includes impact in testing apparatus, either with the Charpy test or Izod test. Both tests only measure the relative toughness of materials in a very specific application that is not a knife blade! This is important to understand, because knife blades are very specific use items, and are not blocky notched pieces of metal that are typically the form that is tested. In both of these tests, a pendulum is swung into a notched bar, until fracture, and the energy absorbed in the fracture is determined as a ratio of the height and weight of the pendulum as a calculation of initial energy vs. the absorbed energy.
But what does all of this have to do with knife blades? Here is the problem: knife blades and the steels used to make them do not fall under one concept, one test, category, or issue. For instance, consider that the overall durability of steels are determined by these factors of strength alone (from the Machinist's Guide, AISI, SAE, ASTM and ANSI):
These are just a few strength forces and considerations. Add to them compressive properties, shear properties, fatigue properties, influence of mean stress on fatigue, cumulative fatigue damage, and many and numerous modes of fatigue failure like low and high cycle fatigue, thermal fatigue, corrosion fatigue, surface or contact fatigue, and combined creep and fatigue which is an interaction not even well understood!
So what does all this have to do with knifemaking and knives in general, focusing on steel types for specific applications? After all, most knifemakers are not mechanical engineers, yet work in the very realm where many of these factors are in play.
All the knifemaker can do is make the best choices he can for the specific application, create the best geometry for the blade's intended use, heat treat and process properly for the best hardness-toughness balance, finish the blade to its highest potential, and complete the knife with applicable and sturdy fittings, handle, and accessories.
How does the buyer of the knife determine this? Simply by experience and logic. There is no ultimate answer, not miracle steel or treatment, and the maker himself demonstrates his experience in the knives he creates and the people who use them.
Now the really important part of this, directed at the person who is interested in acquiring the very best knife possible: For all these discussions, take some time to look at the track record, history, testimonials, and above all the knives and sheaths and accessories of the maker. Look at his knives. Look them over good. Does the skill and knowledge he expresses in discussing engineering and metallurgy present itself in his works? After all, that's what really counts!
Strength Comparison (for the knifemakers): I've seen discussions online about the relative toughness, strength, and shear or various carbon steels where makers have claimed superiority of these steels to our old favorite reference steel, 440C. Just so you have some numbers to chew on, here are some simple specs that should clear up just exactly what is the toughest and strongest steel in this selection (from AISI, ANSI, and other official engineering and metallurgical sources you can reference yourself):
| Steel Type | Fracture Toughness (Max) | Shear Modulus (Max) | Ultimate Tensile Strength (Max) |
| 52100 | 18.7 MPa-m½ | 80.0 GPa | 195,000 PSI |
| 1095 | 18.7 MPa-m½ | 80.0 GPa | 184,000 PSI |
| 440C | 24.2 MPa-m½ | 83.9 GPa | 286,000 PSI |
For those who claim that these carbon steels are tougher (or stronger) than 440C, this should clear up that misconception.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsThe machining and process that takes place on high alloy steels can be much more arduous, time consuming, and expensive than the process of hand-forging a knife blade, because the high alloy steels are harder to machine, more costly, unforgiving of error, and much more difficult to finish.
The idea: The practice of differential hardening or differential tempering has been very popular in handmade, hand-forged knives in the last decade, though the practice is literally centuries old. The idea behind this practice is a simple one. The cutting edge needs to be hard in order to be wear-resistant. The spine of the knife blade needs to be tough so that the blade overall is not brittle. Why not have the best of both worlds by keeping the cutting edge as hard as possible, while having the spine softer, so the knife blade is not brittle?
This practice originated a very long time ago, and the reason it came into practice is because earlier, lesser alloy steels were not capable of being both hard and tough, so the knife (or sword) maker had to choose what temper and hardness the blade would benefit from the most. Though there are several ways to produce a differentially hardened (or differentially tempered) blade, I'll spare you the processes and focus on the advantages and disadvantages of this practice, and why it became a popular practice among makers of certain types of knife.
Low alloy carbon steels: It is important to understand why differential hardness needs (or does not need) to be done. On low alloy carbon steels, the steel is not capable of being very hard and wear-resistant without being brittle. For instance if the knife is hardened and tempered to 60 Rockwell on the C scale, the knife's cutting edge is very hard and has good wear resistance, and this is great. But, in these low alloy steels, the spine at the same hardness will be very brittle (so, also, is the cutting edge). To have the spine tempered back to 55 HRC would allow the spine to flex a bit, while retaining the hardness at the cutting edge, which is not tempered back.
High alloy tool steels: The first thing to realize is that very modern, high alloy tool steels can be hard, tough, and wear-resistant because of the intense carbide structures in the steel, when properly processed. So the choice of steel for the blade is what may dictate why a maker would have differential hardness and a temper line. Clearly, the better high alloy steels do not need differential treatment because of the wide scale of improved properties of the steel due to the alloy itself. If you doubt this, simply research why shear blades, metal dies, valve seats, and ball bearings are made of the better high alloy steels (D2, 440C, ATS-34 and others) and none of them are differentially hardened or tempered in industrial applications. Do you think that these extremely heavy duty, high wear potential applications are neglected by simply omitting the differential process? Of course not, these steels are hard and tough and wear-resistant through and through and are, by far, superior steels, and that is why they are used. If you think that plain carbon steels that are used to hand-forge knife blades are superior to these high alloy steels, consider that the military, medical, and industrial manufacturing fields do not use these carbon steels because they are inferior, no matter how the heat treatment is performed.
Popularity vs. performance: There is, simply, no way that a plain carbon steel blade can be made to perform as well as a high alloy steel blade. Low alloy steel does not possess the tensile strength, wear resistance, corrosion resistance, and this is easily researched. So why are low alloys popular in some knife circles? There are several reasons that these steels (and the differential treatment processes) are still popular. These low alloy steels can be hand-forged in a gas or coal/coke/charcoal furnace, and the knife blades can be shaped and forged in the open atmosphere. So the differential temper line has become synonymous with a hand-forged knife blade. It can be an attractive, artistic, and desirable look for a blade while signifying it as hand-forged. If done properly, it can produce a blade that has a hard cutting edge, but a softer, more flexible spine and this is desirable.
Issues and limitations: There are some issues and limitations with a differentially treated blade. No matter how it is accomplished, the cutting edge is hard, and in being hard, is more brittle than the spine. This can be a problem because the cutting edge, by the very nature of its geometry, is (or should be) thin. So you can visualize a very thin, hard, and somewhat brittle edge that can be easier to break, fracture, or crack. These cracks may be happening on a microscopic scale, and some new research of late has illustrated this on several different alloys which presents as a dull edge. While the maker can control this, there is a limit to how hard a cutting edge can be without being too brittle for reliable service. The maker may opt for a thicker cutting edge, which limits the sharpness of the blade, and severely limits the life expectancy of the knife, as it is not in the knife owner/user's toolkit to regrind a thick blade to achieve a thin and sharp cutting edge angle when sharpening. Another concern is the level of toughness of the spine, or major thickness of the blade. If the spine is too flexible, it can flex and bend, and when it does the brittle edge can crack. So, again, careful attention by the maker must be paid to the balance of the two tempers. The third and probably most troublesome aspect of having a hard edged differentially tempered blade is that eventually, the hardened area will be worn away and used up. This limits the life of the knife overall.
Hand-forged or handmade: The comparison arises when a client wants a superior steel. Though the temper (or hamon) line can be visually identified in a hand-forged knife, this does not exclude the high alloy knife blades from being finely handmade. Unfortunately, lesser educated knife clients equate "hand-forged" with "handmade" and may think that a knife that is not hand-forged is somehow all made by machine. While there are some mass-produced knives that are made by CNC machines, fine knives from well-established makers are almost always made by hand, offhand. The machining and process that takes place on high alloy steels can be much more arduous, time consuming, and expensive than the process of hand-forging a knife blade, because the high alloy steels are harder to machine, more costly, unforgiving of error, and much more difficult to finish.
Differential temper in high alloy steel blades: I've seen knives advertised that claim that they've differentially tempered a 440C stainless steel blade. The reason for this is clear to a professional knife maker: this is a ridiculous advertising ploy created to sell knives and nothing else! These high alloy steels do not benefit from any differential tempering for the many reasons I've clearly and plainly illustrated here. Properly heat treated, they are both hard and tough, and any attempt to claim a blade is somehow superior by differential temper is just an advertising ploy. When you see a knife blade pushed this way, be sure to look at the important things they are distracting you from: overall grind geometry, finish, balance, fit, materials, accessories, and service. I'll guarantee that they are lacking in most if not all of these areas, and hope that you'll be sold on the steel temper alone. Only through education and clarity will these ridiculous wives' tales be limited to the ignorant that foster them because their knives are so poorly built in the first place!
Choice: Ultimately, the choice is up to the knife client. I do not typically hand-forge lesser low alloy plain carbon steels because they are, simply, lesser alloys overall. I've grown beyond hand-forging in an open furnace; I choose to make knives from the very best high alloy modern tool steels made in order to make the best knives possible. If you are a fan of the lesser steels, primitive works, and the style of knife that uses older, dated, and lower alloy steel blades, that's okay. There are many makers who hand forge a decent knife within the limited performance of those chosen alloys. But for my clients, I only offer the very best, most modern, high performance tool steel alloys.
For more information, link to my Heat Treating and Cryogenic Treatment of Knife Blades page.
Back to TopicsI read some interesting views on blade finish on a popular knife bulletin board. Knife makers were talking amongst themselves, discussing the pros and cons of having a hand-rubbed finish on a knife blade. It's funny how the justifications become reasons, how tradition is ignored in the face of what some would call outright ignorance.
I'm a realist. Not every person likes a mirror, or polished, or bright finish; that's fine. I finish my knives a variety of ways, too. I'll simply explain my preferences and reasons for finely finished blades.
Since the dawn of the metal blade, the finest finishes have always been mirror. There are good reasons for this, but one only needs to look to history and tradition to see this illustrated again and again. Metal, no matter the kind, is much more beautiful when brought to a high lustrous polish. Like most finely prized precious gemstones, the brightest, finest, clearest, and most reflective polish brings out the true nature and character of the material. Historically, man has always respected the effort and skill it takes to bring metal, stone, wood, horn, or any other material to a bright finish, and such a finish allows a clear, sometimes even translucent view of the material at it's purest and most revealing.
When an artist or knife maker chooses to leave a material in a roughened state, he usually does it for one of six reasons:
You'll see a ton of excuses and justifications toward the practice or hand-rubbing or sanding a knife blade, ignoring historical perspective and the vast array of methods, abrasives, machinery, and polishes available to the custom knife maker. A prevalent view I've read claims that a hand-rubbed blade looks hand made, and a mirror finished blade looks machine made. This is one of the most ridiculous things I've ever read. What factory knife is mirror finished? None that I know of, because factories know that in order to mass finish, the only method to true mirror polish would be tumbling en masse, and the grind lines, corners, and edges of the blade would all be rounded over. This would be instantly noticeable as a poorly constructed piece of washed-over metal, and rejected outright as low value. Some mass-produced jewelry is mass-finished and tumbled but those forms are all washed over and rounded by design and intent. The finest, accurate, crisp forms of knife blades could not be manufactured this way, so they aren't. You simply won't see a true mirror finish on a factory steel blade. Factories do, however, have machinery that imitates the hand-sanding, hand-rubbed appearance of knife blades and this is actually the most dominant finished appearance. Another of late is the painted or coated blade, but that is for another discussion.
The truth is, a fine mirror finish on a knife blade and on most other metallic forms is best achieved by a skilled and knowledgeable craftsman, well-practiced by experience. Simple machinery alone can not produce a fine finish. A machine may be employed to achieve this, but the work and control is all offhand. (In the book, I go into how and why the mirror finish must be made offhand)
Another excuse or justification made by knife makers for the hand-rubbed or hand-sanded finish is utilitarian. They claim that since the blades will eventually be scuffed and scarred by use and insertion in sheaths, textiles, animal flesh, paper and cardboard, or whatever the cutting chore requires, they prefer to start the blades with this finish. The blade is also wiped during cleaning along its length, the same direction as the rubbing, so why not start this way? Actually, this is a good argument for a utility knife. If a knife is to be used, it is going to be scarred by that use. But this is only valid on inexpensive utility knives, not fine hand work. The difference of a gracefully aged mirror finished blade that wears the patina and wash of use is much different than hand-sanding the surface to 240 grit and then selling the knife that way. But again, this point is only valid for a utility, low end knife. It does not speak to the maker's skill, only his low-end business practice. Other justifications recited may include a rough or macho look, a rugged appearance, or the look of a tough knife ready for action. Let me get out my 10" rodeo belt buckle...
It must be noted that some materials simply can not be polished within reasonable practice. As I said above, steels like CPMS30V and CPMS90V have so much vanadium carbide that they resist extreme efforts to be brought to a high finish, and are best left sanded, bead blasted, or roughly ground. This fact alone precludes their use as fine investment grade pieces. Some makers, users, and collectors might argue this, but a flat, sanded and poorly finished knife simply looks utilitarian, no matter what extravagant handle material is applied.
I'll add that once or twice a blade pops up that is claimed to be CPMS30V with a mirror polish. One of these is a knife manufacturer who originally offered the knife for about one hundred bucks. Something smelled fishy here, so I did some digging. The knife manufacturer insisted there was no difference between CPMS30V and their designation which was S30V. So was this an attempt to sell a knife under the banner of CPMS30V that was actually another steel? The tenacious difficulty of finishing the high vanadium steel to any degree of polish and the relative cheapness of the knife did not make sense. Then the technical person who I spoke to told me it was simply buffed out, then stumbled around words, and finally revealed that the finishing process could not be disclosed. This large and popular American knife company has discontinued the manufacture and sales of this knife, and would not say why.
In another instance, I heard of "old so-and-so" who mirror finished a CPMS30V blade once. Yet when contacted, he would not return calls and was evasive about the process. Could the maker and the manufacturer know some special process that the entire knife making world and industry does not know to simply and very cheaply mirror finish a high vanadium carbide bearing knife blade? What do you think? And if so, why are their knives not continually made this way? The knife manufacturer discontinued the model entirely. The maker supposedly had it on one knife... perhaps they know something I don't. Please remember that the manufacturer of these tool steels plainly and clearly states that they can not be mirror polished. This is not a fault; they are great steels by a great company, but they are intended for plastic injection molding dies, and not originally designed for fine cutlery, no matter what you may read on the internet. If you doubt me, call Crucible Metals Corporation (now Crucible Industries) and talk to one of their fine engineers about the steel properties and finish potential and they'll enlighten you.
It was humorous to read a post on a forum where I was derided for not "naming names" about the suspicious steel identification by the knife manufacturer in the content of this section. The reason I don't do this is because I name NO names of any product that I do not endorse, for any reason, anywhere on this web site, apart from the "Funny Emails pages, where people who write include names of the knives and companies. I believe it is best to give clear examples by description, illustration, and experience with these problems and I do so there. For the anonymous posters and flamers, I'll say that if they can indeed mirror polish these high vanadium steels that even the foundry says can't be polished, I'll ask them to do so, and offer up examples and a clear technical treatise on how they accomplished this. I imagine I'll wait a while on that-
For all the knives that have a sanded finish, the number one reason that most makers hand-sand their blades along their length is lack of the necessary patience and skill to complete a finer finish. They want to get to the handle, the fun part of knife making. They want to get the knife out the door; they don't want to have to do hours of repetitive work where one mistake ruins the blade. (In the book, I go into exactly why this is difficult to pull off) So the string of justifications continue, and I believe that dishonors our history and fine craftsmanship in general.
If you need a very good technical reason for a mirror finish, even in a utility working knife, it's corrosion resistance. All steels benefit from a reduced surface area that is the result of mirror finishing. When a blade is ground or sanded to finer and finer grits, the surface scratches become smaller and smaller, and more and more shallow with each diminishing grit size. The surface of the metal is like a field of furrows, starting out deep and rough, with the surface broken up in hills and valleys, grain exposed like dirt clods in freshly plowed land. You can visualize that a tremendous amount of surface area and roughness is exposed, and the more surface area, the more contact corrosive fluids and oxygen will have with the components in the molecular crystalline structure of the steel. This is like the plowed field's ability to take on water. Now, as the field of steel is finished finer and finer, these rough surfaces, hills, and valleys are reduced considerably. So, then, is the surface area, and more corrosion resistance is obtained. But when brought to the finest mirror finish, something entirely different happens. The act of polishing literally melts the microscopic surface of the steel and blends the smallest furrows and imperfections into one monolithic surface. It's like spreading a layer of clay onto our smoothed dirt field, thus preventing water from penetrating, as it is trapped on the surface. Since the surface area is reduced to a minimum and smoothed, the steel (and every other metal polished this way) is much more resistant to corrosion. Since corrosion is a reaction of oxygen and often a fluid, minimizing the surface area assures the greatest corrosion resistance. The surface, like the surface of our clay field is slick, resistant, and clean. Not so great for the farmer, fantastic for steel and its corrosion resistance.
More about my upcoming book at this link.
Blade finishes are simply the way the surface of the steel is handled. Here's how they break down:
What constitutes a good finish? Finishing of the blade must be uniform. The grind lines must be preserved, that is clearly and crisply defined on the face of the bade. There must be no waves, gouges, or scratches in the steel that is not part of the design. The grinds must not be washed over, that is: made slightly convex and beaten down by too much time spent on the buffer. Many makers do this, trying to buff away errors in the finish by spending a good 30 minutes on the aggressive buffing wheel.
How I mirror polish is: grind through 10 steps of grinding belts, from 36 grit to 2000 grit, then about two minutes on the buffer cleans up the fogginess and clarifies the finish. The grind lines remain crisp, the value is greater, the look is stunning. I'm known for some of the cleanest grinds in the business, a reputation well earned by years of sweat equity. I'll put my mirror finishes against any other knifemaker's in the world.
Back to Topics
Often, guys will write insisting on a blade that holds its finish, without scratching. There is an answer for them: it's the collector's knife, a knife that sits in a dust-free display cabinet, separate from its sheath, and never gets handled. The truth is, there is no such thing as a knife blade or sheath arrangement that will not scratch the finish of a blade, if the blade is ever used. A working knife will be inserted and withdrawn a thousand times from its sheath, and if just one speck of sand, dirt, or debris makes its way into the sheath, it will lead to a scratch or group of scratches, scuffs, and scars on the fine metalwork. See the related topic on my Handles Page. This is one of the reasons that some makers sand the knives along their length, to hide the natural wear marks within a pattern of sanding: applicable for low end utility knives, and it's a matter of preference.
Scratches on metal knife blades are the same as the scratches on a firearm that is withdrawn and inserted into its holster. Men have tried for centuries to limit this. Here are some of their attempts:
Want to preserve your knife forever? I recommend a coat of Cosmolene® on the blade, wrap the knife in wax paper, and store it in a temperature and humidity controlled safe. It will be the ultimate "safe queen," and the envy of your working knives, tools, firearms, and the rest of your active life. Or you could just sand the blade along its length with 220 grit silicon carbide paper, and it will look like every other piece of cheap knife work out there... I'm kidding, of course.
What to do?
If the knife is a collector's piece, and you are interested in maintaining its value, just like a fine firearm, you'll want to limit its use and exposure, even to its own sheath. Keep it clean and dry and occasionally waxed with a museum quality microcrystalline wax.
If it's a working knife, expect some scratches and abrasions from use. Do your best, within reason, to keep the knife clean and dry, wax it occasionally, and be proud that you can afford to use a well-made knife.
In either case, never store the knife long-term in any sheath! See my Care of your Custom Knife page for more details.
Care of the knife includes the handle. By the way, the most scratch resistant material is gemstone, here's a link to details about the handle, bolster and guard.
Back to TopicsNew! While I'm not hot-bluing stainless steel blades, I've developed a new process for stainless steel counterterrorism knives in my "Shadow" line that creates a subdued, dark, and variable finish for non-reflectivity!
For the same reason that you don't paint a ladder, I do not coat blades, because that would hide any potential flaws, imperfections, or cracks, and any coating would eventually chip and peel. Coatings also have the potential to accelerate corrosion, because moisture, corrosive fluids, and debris may be trapped between the coating and the blade, and if the blade cannot breathe, dry out, and be cleaned, it will corrode. All fine tool steels (even high chromium stainless tool steels) can rust if stored in an enclosed environment (including the sheath) because there is no truly corrosion proof tool steel. Eventually, all coatings will become nicked or scratched or, at the very least, be exposed to an opening at the cutting edge. Coatings are typically the sign of a cheap factory knife, as it is a very fast and inexpensive way to finish the blade. Spray it, bake it, and out the door it goes. I talk about that more on my FAQ page.
I do, however, perform professional hot bluing on blades. Bluing is a process of oxidizing (rust is a form of oxidation, uncontrolled and irregular). Hot bluing (which is what I do) is a controlled, deep passive oxidation process whereby the steel is cleaned thoroughly, chemically and molecularly, then immersed in a superheated boiling solution of sodium nitrate and other proprietary salts for 40 minutes or longer. This oxidizes a significant depth of the steel surface. The bluing process is the same used on all fine firearms, that black dark deep patina that takes years to buff, scrape, or polish off. My process excels in penetration; where most firearms might be blued for 10-20 minutes, I start at 40 and blue for up to 60 minutes, giving the deepest blue possible. To give you an illustration, when I cut my makers mark into a blued blade using a diamond point engraver at 50 pounds per square inch, it takes three full passes to cut through the bluing to achieve a bright cut!
Another important feature of bluing is glare reduction. While this is very important on firearms, it also plays a role in knife blades, particularly combat knife blades. Though glare reduction can be accomplished somewhat by bead-blasting a stainless steel surface, the ultimate in a flat-black, non-reflective surface is hot-bluing a bead blasted knife blade.
To sum, hot caustic bluing is a well-recognized, time-proven method of inhibiting corrosion (not eliminating it) on the surface of carbon steels. My own son (in the 101st Airborne) has carried a hot blued skeletonized knife in combat in Iraq. So did his squad. They're very happy with the performance. I've had many blued knives in the field of combat, in the hands of hunters, and in fine collections for years without complaint.
Another form of treatment to inhibit corrosion on steel is Parkerizing. I get asked about this from time to time, but there is very little interest in it in the knife world. I believe this is due to several reasons. Though the Parkerizing process is simple and fairly inexpensive, and well within the reach of the process in the modern knife shop, one must first question why someone would want to Parkerize a knife blade in the first place. Parkerizing is mainly used on firearms, as a way to inhibit corrosion while creating a rough surface. Similar to bluing, a passive surface is created, not a passive oxide (like bluing) but with zinc and manganese phosphates and sometimes other metallic elements. The surface initially appears gray, but then over the years converts to a greenish gray seen on old firearms. For maximum corrosion resistance, the Parkerized surface is often coated with epoxies or molybdenum coatings and protectants. Having read the paragraph on coatings above, you know why this particular step is a bad idea for a knife.
So, what you get when you Parkerize a blade is a gray blade that inhibits corrosion better than the bare steel, and slightly better than blued steel, but a surface that still has to be oiled, waxed and kept dry, just like a blued surface. And after a while, the blade will turn greenish. Why would one want to do this? A much better solution is to start with a modern, high alloy stainless steel which, in essence, has the corrosion protection built in to the steel itself. It will appear gray also, and stay that way through decades and decades of use. It has higher corrosion resistance than any Parkerized steel, and, with the right choice, heat treating and tempering, and blade construction, will have higher performance characteristics than plain carbon or low alloy steels that are Parkerized. Sure, I could Parkerize O1, just like I blue O1, but what would be the advantage? If a client wants a gray steel surface and high corrosion resistance, I would simply recommend one of the high alloy stainless steels for his blade.
| Bluing and Parkerizing | ||
| Characteristic | Bluing | Parkerizing |
| Color | Black, Vermillion, Cobalt, Straw | Gray, turning gray-green |
| Process | Conversion Coating | Conversion Coating |
| Chemistry | Iron Oxide | Zinc Phosphates |
| Glare Reduction | Substantial | None |
| Corrosion Resistance | Inhibits | Inhibits slightly better than bluing |
| Environmental Dangers | Simple Salts | Phosphate Accumulation |
| Future | Here to Stay | Being phased out |
The significant features of bluing are the color and the corrosion inhibition. Jet black surfaces, peacock, vermillion, light and dark straw: all of these are possible with hot bluing. With Parkerizing, you get a gray surface that turns a weird-looking shade of greenish after some years. An important note is that Parkerizing seems to be on the way out. Since Parkerizing uses phosphates, and phosphates are accumulating in our environment, there is significant movement to limit these chemicals. There are better and newer surface treatments for all ferrous metals, but bluing is a very old process that is here to stay.
Here's an email from a client who carried a bead-blasted and hot-blued knife in combat:
Jay,
That Grim Reaper knife made it through two year long rotations to Iraq. It is well made and the heat, sandstorms, and all that chaos that Iraq could throw at it did not phase it one bit. Thank you.
Very Respectfully, R. M.
People that work with machine tools soon realize that the new coatings, Titanium Nitride (TiN), Titanium Carbonitride (TiCN), Titanium Aluminum Oxide (TiAlN), Steam Oxide, and Hard Chrome coating Diamond-Like-Carbon (DLC), each have beneficial applications in the machine trades. Since these coatings are so good, why aren't they on knife blades?
Most machine tool coatings are applied to high speed steels, cermets, or carbides, at the cutting faces that cut other metals. That's because they are expected to have great cutting loads (on other metals) at high surface feet per minute speeds. The coatings help lubricity, prevent galling, and increase wear resistance, usually at high temperatures. In a knife, these kind of stresses are never encountered. Exactly how many SFPM can a person move a knife blade anyway? And they're applied for metal to metal cutting, rarely encountered on a knife blade. These same high speed steels, cermets, and carbides are also very brittle at high hardness. Toughness is more important in a knife blade, as it is expected to encounter substantial shock loads with a small cross sectional area to back them up. Usually, machine tool cutters (mills, drills, inserts) have a lot of meat (thick body of metal) in their core to support these loads. We aren't offered that opportunity in a knife blade, which must remain thin for carry, use, and reasonable sharpening. And probably the most important argument is that the instant a knife blade is sharpened (and it will have to be sharpened), the coating is gone from the microscopic cutting edge, where you would need it in the first place.
I've seen tactical knives with a hard chrome coating for "abrasion and corrosion resistance." Called electroplating, plating, hard chrome, fused coatings, or other descriptive terms, it is simply the process of electroplating a different metal on the base metal using a metal salt bath, an anode, and electricity. This same process is how a bumper is chrome plated. The reason for chrome plating (on a bumper) is to inhibit corrosion on the steel beneath the plating, because without it, the steel would rust away. We all know that this is fine until one tiny scratch allows moisture to contact the steel, and then the plating blisters and peels away, as the rust underneath the steel flares up like uncontrolled teenage acne.
On a knife blade, chrome plating is generally accepted as existing on the cheapest, most poorly made blades available from foreign sweat shops. This is due to another reason, the reason that knife blades would be chrome plated in the first place. Chromium plating has a great affinity to fill in voids, irregularities, pockets, scratches, inclusions and scars in the base metal. This means that the knife blade does not need to be finished, just roughly sanded, and the chrome will fill in the rest with its reflective and even beauty. This sounds like a knife blade finishing shortcut, designed just for the maker or manufacturer who wants to quickly get the knife out the door without all that troublesome finishing that is so difficult and time consuming. Instant beauty, right? Sounds good, no?
No, does not sound good, and here is why. First, if a knife blade needs chrome plating to protect it (or paints or other coatings) then it is the wrong material for the job. Rather than purchase a more expensive steel that is naturally resistant to corrosion, the plating is supposed to protect the lesser steel from the environment and exposures. Remember that the instant the knife is sharpened (before it ever leaves the maker's or factory shop floor) the chrome plating is abraded away, leaving the bare steel cutting edge and relief open to all of the corrosive exposure it can bear. The blade may look chromed and shiny for a while, but the cutting edge will be rusty and dull. And by dull, I don't mean just the surface finish. I mean that the cutting edge will dull as it corrodes away because the steel choice was not suitable for use in the first place, and that is why it is chrome plated!
You might read that a special chrome plating is used, typically called "hard chrome" in the machine tool trade. This is not quite the same as chrome plating of a bumper, as it's an industrial process made to increase the wear resistance of the surface of a metal. The plating is very, very thin, on the order of less than a thousandth, perhaps a ten-thousandth or hundred thousandth of an inch thick. While it is extremely hard, one might question why you would want this kind of hardness plated on a knife blade. Since the cutting edge is worn away immediately and continually, this chrome plating does not protect or harden the very edge, where hardness is critical, only the surface coating of the blade. So, I suppose the blade would be resistant to the rubbing of the knife sheath against the sides... but it is of no help to the actual cutting edge. Meanwhile, just as with other coatings, any infiltration of moisture or contaminants is a serious problem.
In the last decade, diamond-like coatings (DLC) have been applied to knife blades, and then touted for their great advantages. But these advantages are for the manufacturer, not the knife owner or user, and here is why:
Remember that the reason manufacturers coat knives is to cut their costs and not finish the steel, no matter what they claim. It's about color, cheapness, economy, and mass-marketing, not about quality.
Don't get me wrong, I love TiN and TiCN on my mills, HSS taps, cermet inserts and carbide tools for my lathes, drills, and mills (hard chrome plating is not even hard enough for them). But on a knife it is a ridiculous gimmick, and an increased expense to clients. It's more important to have a proper selection of tool steel type for the application, proper grind geometry for the intended use, and proper heat treat of the blade steel in the process of making a fine, reliable, modern hand knife that has great toughness, hardness, and wear resistance as well as a fine finish.
For discussion about bluing and Parkerizing, please see the previous topic just above.
Please help to stop wives' tales, knife myths, and misconceptions in our trade through education.
Back to TopicsSerrations or rip teeth are put on knives to tear through hard or other materials that are more effectively sawn than cut. Hard plastics, hard wood, some lines, bone, textiles, or synthetics may be more easily attacked by teeth than a fine blade. When I started making blades for the military, they requested serrations that work, unlike many found on factory knives. I believe that serrations must be sharp, at the points and in the hollows, and I use a diamond grinder to form, shape and sharpen them after heat treating. A couple things to consider about serrations:
Learn much more about serrations on fine handmade custom knives, what styles are used, how to use them, maintenance and sharpening, tools used in sharpening, and more than you probably need to know on a special page on serrations on the site here.
Back to Topics



 between deep serration cuts and are very sharp but do not hang up or tear like rip teeth")

Line cutters and gut hooks look similar; they're both deeply scalloped narrow grinds that create a cutting edge inside the profile of the blade. The gut hook is used to slice through the skin of a game animal (gutting) without piercing the internal organs (which can contaminate the meat). The line cutter is used to snag, trap, and slice small line and monofilament with one hand. Here's an email answer I gave to someone who thought the two looked similar:
I agree that the line cutter looks like a gut hook; they're both similar in design. The difference is that a gut hook must have a blunt distal area (or be out on the end of the blade) so that the blade does not slice through the organs. You can see how this particular knife could not work that way. A line cutter is something that I started doing for my military and rescue clients.
When you have to cut stubborn line, ordinarily you have to have both hands free: one to hold the line, the other to hold the knife. In wet, windy, or tough environments, the line can just be passed down your arm and hand to meet the blade line cutter which snags it and cuts it in one operation... with one hand. It works well with monofilament, synthetics, and even spectra. I've even added this simple feature on rescue and dive knives, because those guys are always running into line in or near the water.
Below is picture of "Flamesteed," a specialized CSAR knife with a line cutter.
Learn much more about line cutters and other specialty features on fine handmade custom knives, what styles are used, how to use them, maintenance and sharpening, tools used in sharpening, and more than you probably need to know on a special page on serrations on the site here.
Back to TopicsMillwork refers to any cuts on or through the blade that is done by milling, which includes drilling holes in blades, bolsters or handle areas of the knife. There are several reasons for this practice.
I offer all milled options in a blade. If it can be done, I've got the skills and equipment to do it. Milled slots with fileworked edges, complex crosses, waving curved designs through the blade, carving, geometric arrangements, and precision attachment holes: all these are available. Since I am responsible for all stress relieving, heat treating, hardening, and tempering, I'll make sure the milled angles, corners, edges, and shapes do not cause stress risers in the tool steel.
Back to Topics skin")
The blade of the knife is not just the cutting part; it also comprises the tang. Not too many people think about the tang, after all, the tang is just something to hold the colorful or interesting handle, right? No, the tang is not simply a a holder to keep the handle pieces attached, though this is often how it is seen by manufacturers, and some individual makers of supposedly fine handmade knives. It's about overall quality.
To gain a deeper understanding of the tang, consider instead that it is the backbone of the knife, the mass of metal that allows force to be applied to the blade, regulated by the balance of the taper. Once you understand this concept, you'll have an advanced understanding of the tang and how it all works to create a good knife with substantial durability, longevity, and value. The truth is, the tang is extremely important.
In the application of forces, one type of tang is king: the full tang. No matter what you may read in other sources, forums, bulletin boards, discussions, web sites or sales brochures, it is crystal clear that the strongest tang is one that is a full piece of metal that is part of the overall blade. The knife blade then, comprises the whole in uninterrupted, comprehensive form and structure: from the tip of the point to the end of the butt. While I do use hidden tangs in some cases, if ultimate strength is needed, a full tang is the obvious bet.
You might think that just grinding a hollow, taper, or bevel for the cutting edge on the working end of the blade, while leaving the tang at full thickness beneath the handle scales is enough. Looking at what is offered out there from other makers, you might think that tapered tangs are somehow not necessary, or have fallen out of favor in the knife world; far from it. The reason you don't see tapered tangs very often is that they are difficult to execute. As in so many decisions made by the knife maker or manufacturer, the decision to leave a knife at full tang thickness is most often one of economy and lack of skill, and not because of any advantage to the owner. Quite the opposite; a thick, full tang is not necessary; it adds extra weight and mass, adversely affecting the overall balance of the knife, and signifies lack of skill or lack of care in the construction of a full tang knife.
Correctly tapering a tang is a challenge to new or unskilled knife makers, and even some who are older in this business have never learned how to properly taper a tang, so they just don't do it. When a knife collector or a professional knife user who knows his stuff looks over a knife and sees a full, flat tang beneath the handle scales, he usually frowns. This is because these guys know how important it is to have overall balance in the knife as well as a neat, well-considered execution and understanding of the process of making a fine knife.
The reasons for tapering the tang are several:
When are full tangs not tapered? There is a place for this too, and it should be clear who is doing this for a reason, and who is doing it to save a buck in the process.
Now it should be clear what constitutes the strongest handle tang arrangement, and why skilled makers taper knife handle tangs and unskilled makers and manufacturers do not. If you are a knife enthusiast, collector, or user, be sure and give that tang a good, hard look; it's the backbone of the knife with the refinement of balance.
Back to TopicsFilework probably started as a way to stop the thumb or fingers from slipping on a slick spine of a knife blade. It has evolved into a highly decorative art form, sometimes even embraced with engraving and precious metal inlays, differential anodizing, finishing, and bluing. The edge of the spine is its own canvas, and it seems every knife begs for its own style or pattern. The filework on one blade may take from one to eight hours to complete, each cut performed while bent over a filework vise with proper magnifier.
Filework and edgework personalizes a knife, is an absolute indicator that the knife is uniquely hand and custom made, and still functions to stop the hand or fingers from slipping on a slick spine. No factory knife will ever imitate fine filework. This particular skill, working on a curved surface down a tapered, narrowing tang can only be achieved by a skilled hand.
What to look for: Crisp clean design, not washed over by too much buffing. Regular, punctuated spacing, a nice design concept. Cuts on both sides matching. Depths of cuts matching. Advanced filework is graduated, that is, it gets smaller in size and spacing as the tapered tang gets smaller in width. Filework does not regularly extend deep into the grind at the tip, as this would weaken the tip of the point.
I keep a pattern book of my most favorite designs, and I offer three lengths of filework:
Read more about filework, with some fine pictures on the Embellishment page.
Back to TopicsHave you visited the Knife Anatomy page? How about the page on Handles, Bolsters, and Fittings? Don't forget the page on Sheaths, too! For highly detailed critical information on real combat knives, visit the Tactical Combat Knives page.
And please remember this:
| Main | Purchase | Tactical | Specific Types | Technical | More |
| Home Page | Where's My Knife, Jay? | Current Tactical Knives for Sale | The Awe of the Blade | Knife Patterns | My Photography |
| Website Overview | Current Knives for Sale | Tactical, Combat Knife Portal | Museum Pieces | Knife Pattern Alphabetic List | Photographic Services |
| My Mission | Current Tactical Knives for Sale | All Tactical, Combat Knives | Investment, Collector's Knives | Copyright and Knives | Photographic Images |
| The Finest Knives and You | Current Chef's Knives for Sale | Counterterrorism Knives | Daggers | Knife Anatomy | |
| Featured Knives: Page One | Pre-Order Knives in Progress | Professional, Military Commemoratives | Swords | Custom Knives | |
| Featured Knives: Page Two | USAF Pararescue Knives | Folding Knives | Modern Knifemaking Technology | My Writing | |
| Featured Knives: Page Three | My Knife Prices | USAF Pararescue "PJ- Light" | Chef's Knives | Factory vs. Handmade Knives | First Novel |
| Featured Knives: Older/Early | How To Order | 27th Air Force Special Operations | Food Safety, Kitchen, Chef's Knives | Six Distinctions of Fine Knives | Second Novel |
| Email Jay Fisher | Purchase Finished Knives | Khukris: Combat, Survival, Art | Hunting Knives | Knife Styles | Knife Book |
| Contact, Locate Jay Fisher | Order Custom Knives | Serrations | Working Knives | Jay's Internet Stats | |
| FAQs | Knife Sales Policy | Grip Styles, Hand Sizing | Khukris | The 3000th Term | Videos |
| Current, Recent Works, Events | Bank Transfers | Concealed Carry and Knives | Skeletonized Knives | Best Knife Information and Learning About Knives | |
| Client's News and Info | Custom Knife Design Fee | Military Knife Care | Serrations | Cities of the Knife | Links |
| Who Is Jay Fisher? | Delivery Times | The Best Combat Locking Sheath | Knife Sheaths | Knife Maker's Marks | |
| Testimonials, Letters and Emails | My Shipping Method | Knife Stands and Cases | How to Care for Custom Knives | Site Table of Contents | |
| Top 22 Reasons to Buy | Business of Knifemaking | Tactical Knife Sheath Accessories | Handles, Bolsters, Guards | Knife Making Instruction | |
| My Knifemaking History | Professional Knife Consultant | Loops, Plates, Straps | Knife Handles: Gemstone | Larger Monitors and Knife Photos | |
| What I Do And Don't Do | Belt Loop Extenders-UBLX, EXBLX | Gemstone Alphabetic List | New Materials | ||
| CD ROM Archive | Independent Lamp Accessory-LIMA | Knife Handles: Woods | Knife Shop/Studio, Page 1 | ||
| Publications, Publicity | Universal Main Lamp Holder-HULA | Knife Handles: Horn, Bone, Ivory | Knife Shop/Studio, Page 2 | ||
| My Curriculum Vitae | Sternum Harness | Knife Handles: Manmade Materials | |||
| Funny Letters and Emails, Pg. 1 | Blades and Steels | Sharpeners, Lanyards | Knife Embellishment | ||
| Funny Letters and Emails, Pg. 2 | Blades | Bags, Cases, Duffles, Gear | |||
| Funny Letters and Emails, Pg. 3 | Knife Blade Testing | Modular Sheath Systems | |||
| Funny Letters and Emails, Pg. 4 | 440C: A Love/Hate Affair | PSD Principle Security Detail Sheaths | |||
| Funny Letters and Emails, Pg. 5 | ATS-34: Chrome/Moly Tough | ||||
| Funny Letters and Emails, Pg. 6 | D2: Wear Resistance King | ||||
| Funny Letters and Emails, Pg. 7 | O1: Oil Hardened Blued Beauty | ||||
| The Curious Case of the "Sandia" |
Elasticity, Stiffness, Stress, and Strain in Knife Blades |
||||
| The Sword, the Veil, the Legend |
Heat Treating and Cryogenic Processing of Knife Blade Steels |































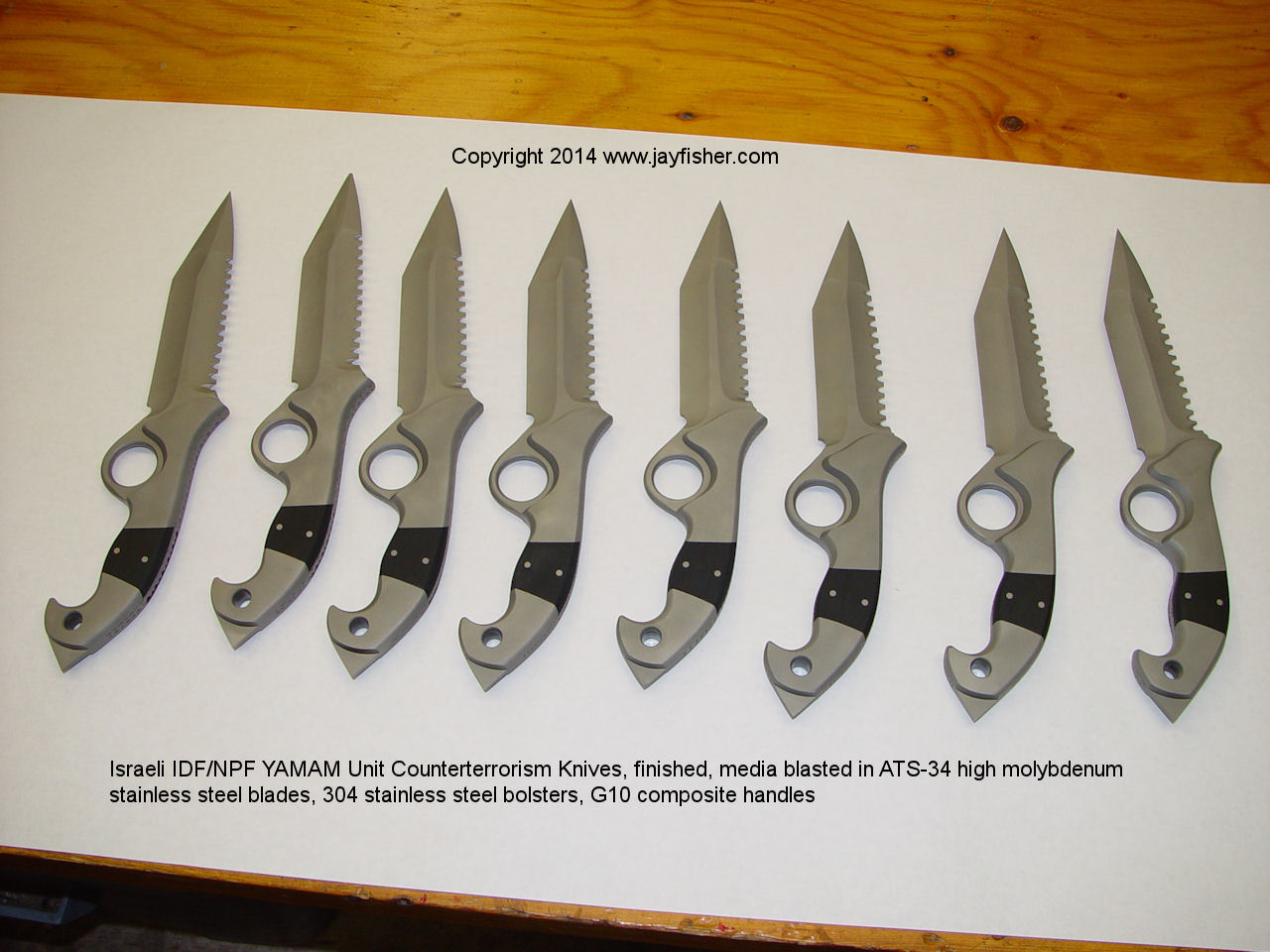









{kind=link}
{kind=link}
{kind=link}
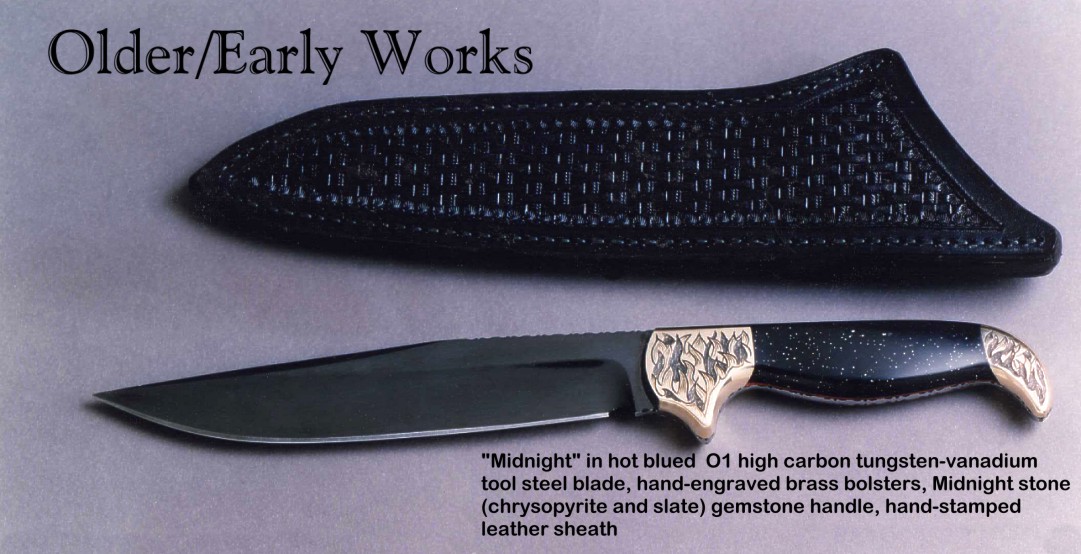{kind=link}
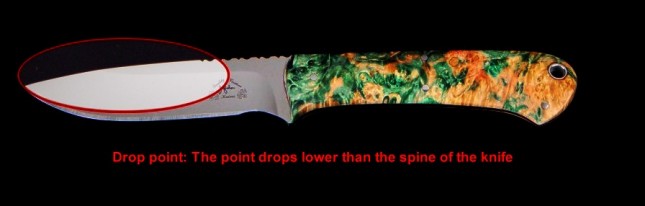{kind=link}
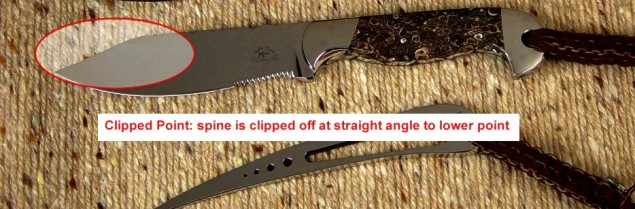{kind=link}
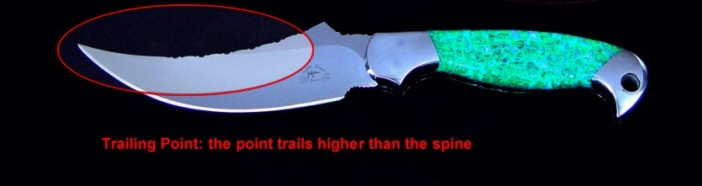{kind=link}
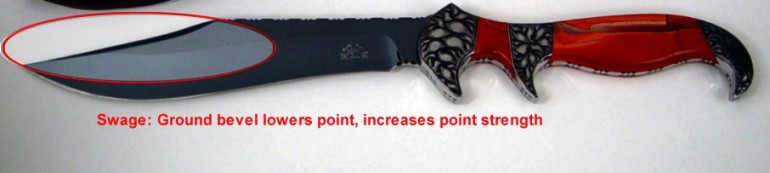{kind=link}
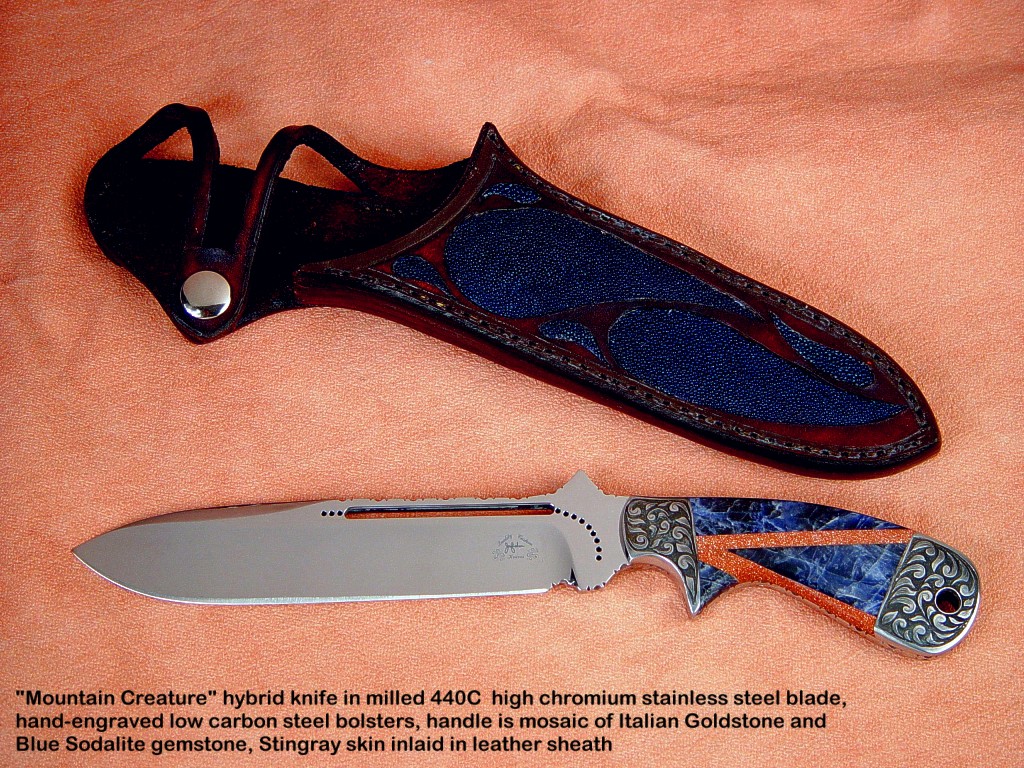{kind=link}
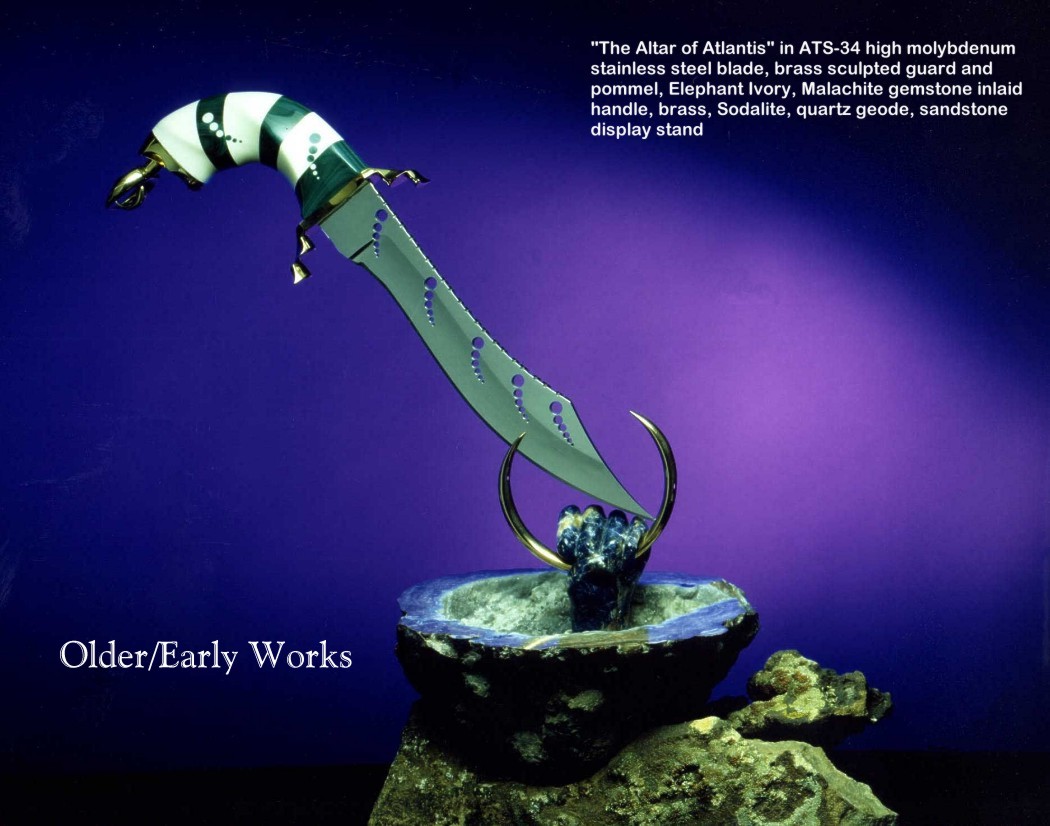{kind=link}
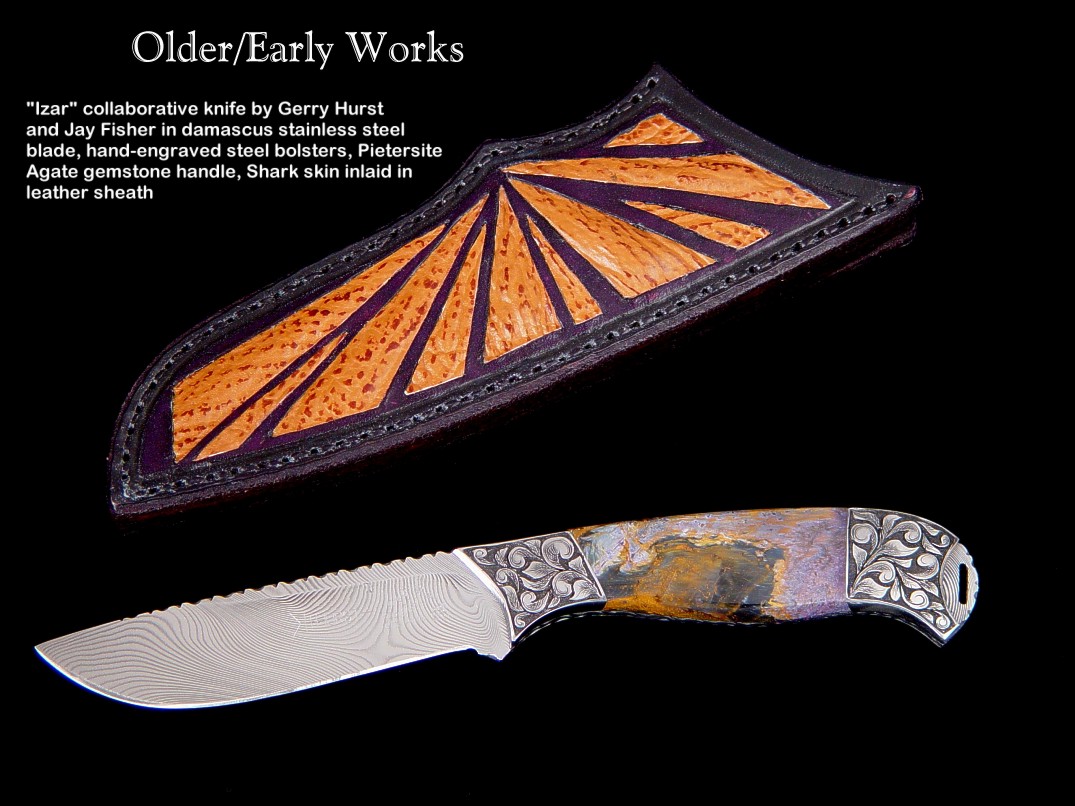{kind=link}
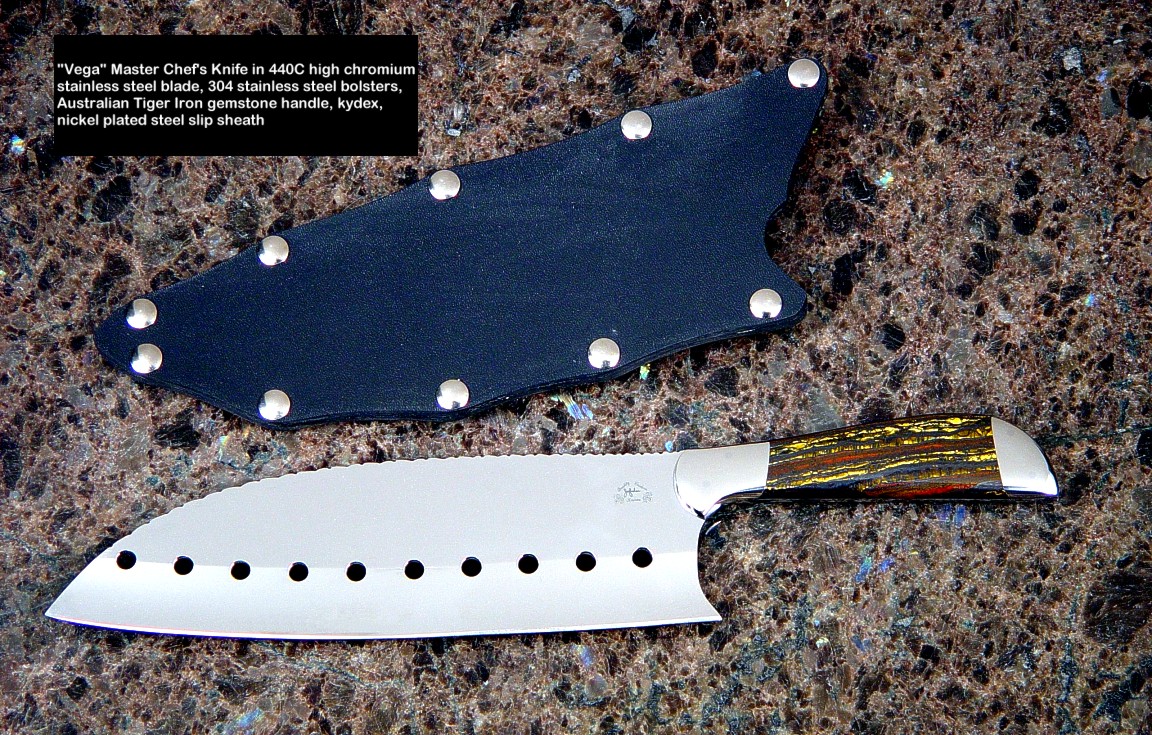{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}